


金属像打针一样成型技术
像打针一样的金属MIM件,带你了解金属注射成型
MIM是一种金属加工成型工艺
MIM (是金属注射成形的简称。是将金属粉末与其粘结剂的增塑混合料注射于模型中的成形方法。它是先将所选粉末与粘结剂进行混合,然后将混合料进行制粒再注射成形所需要的形状。
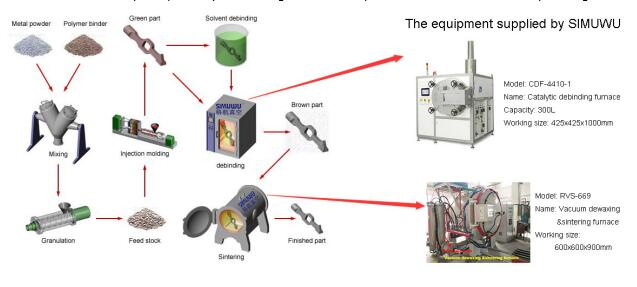
MIM工艺流程步骤
MIM流程结合了注塑成型设计的灵活性和精密金属的高强度和整体性,来实现极度复杂几何部件的低成本解决方案。MIM流程分为四个独特加工步骤(混合、成型、脱脂和烧结)来实现零部件的生产,针对产品特性决定是否需要进行表面处理.
混合

精细金属粉末和热塑性塑料、石蜡粘结剂按照精确比例进行混合。混合过程在一个专门的混合设备中进行,加热到一定的温度使粘结剂熔化。大部分情况使用机械进行混合,直到金属粉末颗粒均匀地涂上粘结剂冷却后,形成颗粒状(称为原料),这些颗粒能够被注入模腔。
成型
注射成型的设备和技术与注塑成型是相似的。颗粒状的原料被送入机器加热并在高压下注入模腔 。这个环节形成(green part)冷却后脱模,只有在大约200°c的条件下使粘结剂熔化 (与金属粉末充分融合),上述整个过程才能进行,模具可以设计为多腔以提高生产率。模腔尺寸设计要考虑金属部件烧结过程中产生的收缩。每种材料的收缩变化是精确的、已知的。
脱脂
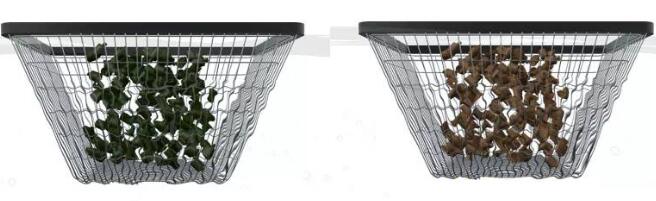
脱脂是将成型部件中粘结剂去除的过程。这个过程通常分几个步骤完成。绝大部分的粘结剂是在烧结前去除的,残留的部分能够支撑部件进入烧结炉。
脱脂可以通过多种方法完成,主要取决于喂料的成分,品牌。最常用的是催化脱脂法,溶剂萃取法。脱脂后的部件具有半渗透性,残留的粘结剂在烧结时很容易被挥发。
烧结
经过脱脂的部件被放进高温、高压控制的熔炉中。该部件在气体的保护下被缓慢加热,以去除残留的的粘合剂。粘结剂被完全清除后,该部件就会被加热到很高的温度,颗粒之间的空隙由于颗粒的融合而消失。该部件定向收缩到其设计尺寸并转变为一个致密的固体。对于大多数的材料,典型的烧结密度理论上大于97%。高烧结密度使得产品性能与锻造材料相似。
表面处理

根据具体需求,有些部件烧结后可能需要进行表面处理。热处理可以提高金属物理性能。电镀、涂装可以应用于高密度材料。提供焊接或冷却处理技术。
MIM产品通常具有以下特性

复杂性
MIM和注塑成型一样,形状设计没有限制。由于MIM是一个成型过程,附加的产品特性不会增加成本,这使得MIM成为将独立零件组合成多功能的产品的理想途径。MIM设计规则同注塑成型非常接近,从而适用于几乎所有产品。

精密性
MIM净成型精度的参考设计通常是尺寸的± 0.5%。某些特性净成型能达到±0.3%。如同其它技术一样,精度要求越高成本越高, 因此在质量允许情况下鼓励适度放宽公差要求。MIM一次成型无法达到的公差可以借助表面处理实现。

重量和尺寸
MIM特别适合重量小于100克的零部件,少于50克是最经济的。然而,重量达250克的零部件也可以处理。MIM工艺的主要成本是原材料,因此MIM通过新技术来尽可能减少零部件的重量。同塑料产品一样,可以在不影响产品完整性的条件下,通过内核和支架来减少零部件的重量。MIM在极小和微型零部件方面表现突出,重量小于0.1克也是可行的。重量不是限制因素,长度超过250mm的产品也能被处理。

薄型化
小于6毫米的壁厚对于MIM是最适合的。较厚的外壁也可以,但是成本会由于处理时间长和增加额外材料而增加。另外,低于0.5 mm的极薄壁对MIM也是能实现,但对设计有很高的要求
产量
MIM是弹性较大的工艺,年需求量几千到几百万的产量能够非常经济地实现。和铸造件、注塑件一样,MIM需要客户投资模具和工具费用,所以对小批量的产品而言,通常会影响到成本估算。

原料
MIM能处理很多材料,包括铁合金、超级合金、钛合金、铜合金、耐火金属、硬质合金、陶瓷和金属基复合材料。虽然有色合金铝和铜在技术上是可行的,但是通常由其他更经济的方式进行处理,如压铸或机加工。
MIM设计指导
MIM被广泛运用到各个汽车、医疗、电子、工业、消费等各行业,产品涉及包括汽车配件、航空航天器材、移动电话、牙科仪器、电子散热器和密封包装、电子连接器硬件、工业工具、光纤连接器、喷雾系统、盘驱动器、医疗设备、手持电动工具、手术器械和运动器材等。



MIM技术最重要的是喂料,注射机,以及脱脂炉和真空烧结炉的选择。
SIMUWU催化脱脂炉利用硝酸或草酸,通氮气气氛充洗的脱脂方法去除POM,安全可靠,相比于溶剂脱脂具有产量大,性变小的优点。
一下为不同规格脱脂炉规格:
| Model | Temperature Uniformity Size(W*H*L) | Valid Capacity | Max. Temperature | Heating Power | Catalytic Medium | Working gas |
| CDF-335 | 350*350*500mm | 100L | 150℃ | 7Kw | HNO3 | N2 |
| CDF-446 | 450*450*670mm | 220L | 150℃ | 9Kw | HNO3 | N2 |
| CDF-669 | 650*650*920mm | 630L | 150℃ | 15Kw | HNO3 | N2 |
| CDF-4410 | 425*425*1000 mm | 300L | 200℃ | 16KW | HNO3 | N2 |
| CDF-5512 | 1260*503*530mm | 600L | 200℃ | 25KW | HNO3 | N2 |

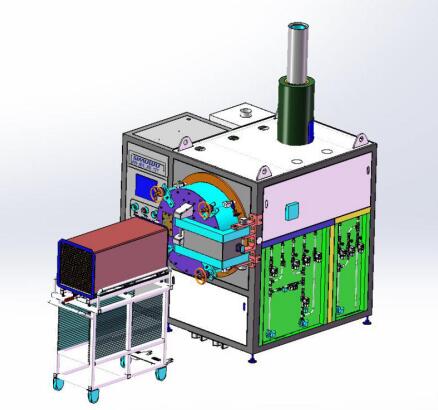
此外,SIMUWU真空烧结炉有氮气氩气氢气各种不同气氛选择,可根据不同工艺选择定制设备。
MIM烧结的使用温度一般不超过1300℃,可以设计最高温度1400℃的设备。或者定制SIMUWU标准RVS-M 系列真空脱脂烧结炉。
| MIM parts Vacuum Debinding&Sintering Furnace | |||||||
| Models | Effective working
dimension (mm) |
Max temperature
(C) |
Ultimate
pressure (Pa) |
Pressure
rising rate (pa/h) |
Debinding Atmosphere | Temperature
uniformity (C) |
Loading
capacity (kg) |
| RVS-336-M | 300x300x600 | 1550 | 6.7×10-1 | 0.67 | N2/Ar | ±3 | 150 |
| RVS-448-M | 400x400x800 | 1550 | 6.7×10-1 | 0.67 | N2/Ar | ±3 | 250 |
| RVS-4415-M | 400x400x1500 | 1550 | 6.7×10-1 | 0.67 | N2/Ar | ±5 | 500 |
| RVS-5520-M | 500x500x2000 | 1550 | 6.7×10-1 | 0.67 | N2/Ar | ±5 | 500 |
| RVS-X-M | custom made | custom made | custom made | custom made | custom made | custom made | custom made |
| Remark: The working zone of equipment could be customized base on customer’s production. The parameter based on SS material sintering. The data is variable for different material. | |||||||

编辑人员:Lucky Hu; 版权所属:上海格航真空科技有限公司
关联产品:MIM烧结炉 催化脱脂炉 真空脱脂烧结炉
(文章来源于网络,如不允许转载,请联系我司删除。)

