


操纵杆组件真空钎焊热处理技术
真空钎焊是工件在真空状态下,也就是在负压气氛中利用热源将焊料加热成液体,依靠毛细管的作用,填满固体零件之间的空隙,并与之形成冶金结合的一种先进焊接的方法。其优点:能够不熔化母材,用冶金方法连接零件;对异类金属、质量相差悬殊的工具具有良好的适应性。
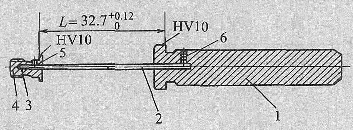
操纵杆组件由操纵杆、推动杆和夹紧螺栓组成,3个零件用银铜钯钎料焊接在一起(见图)。操纵杆由9Cr18料制成,属于半马氏体型不锈钢;推动杆由3Cr13弹簧钢丝制成;夹紧螺栓由1Cr13料制成,它属于半马氏体型不锈钢。不锈钢表面氧化膜比较复杂,一般情况下很难去除掉,因此焊接起来很困难。对于马氏体不锈钢来说,只有靠热处理的淬火和回火来获得所需要的力学性能,所以钎焊温度的选择是非常重要的。选用的温度既要能保证3种零件的性能要求,又要保证银铜钯钎焊料能熔化后将3个零件很好的钎接起来,并且达到各自的性能要求。

焊料:为银铜钯钎系合金,焊料熔点为:900~950℃。
技术要求:零件经真空钎焊与热处理淬火、回火及冷处理后应达到以下技术要求:(1)目视检查。焊缝处应有焊料均匀渗出。(2)零件全部进行负荷检查,焊缝承受拉力不应低于455N。(3)零件尺寸。L长度应在(32.7+0.12)mm范围内。(4)零件表面质量。零件表面应光亮无氧化(允许零件轻微氧化)
工艺流程:
对于真空钎焊来说,钎焊前的准备工作对钎焊质量有重大影响,从某种意义上讲,它是决定钎焊成功或失败的关键之一。
首先是将3个零件和按图样加工好的银铜钯料及钎焊夹具浸泡在汽油中,用小毛刷仔细清洗零件及零件孔内的油脂,然后再用干净的汽油重新洗一遍,待挥发后用超声气相清洗机清洗20~30min后晾干,使清洗液充分挥发。否则油污去除不彻底,钎料将无法润湿纤接表面。清洗后,戴上细纱手套将φ1mm~4mm焊料3段分别放在焊接小孔中,然后将组合好的工件小孔向上(小孔内焊料不宜过长)放在焊接夹具中入炉。入炉操作时要注意防止震动,以免改变零件在夹具中的位置。
我们将夹具进行了离子氮化处理,目的是改变夹具的表面状况,减少液固二相之间的附着力,从而达到减少粘合的目的。这个方法可以基本控制粘合现象。
真空钎焊温度的选择十分重要,因此要求炉温均匀性一定要满足工艺要求。当炉内真空度抽至0.67Pa(5*103Torr以上)才允许入炉加热,升温速度控制在15℃/min。在真空过程中应尽量回充惰性气体,主要目的是清理炉内氧化性气氛。继续升温至钎焊温度时开始通净化气保护加热(99.999%的高纯氩气),目的是避免合金元素在高温下挥发。保温40min以后,气冷并启动风扇快速冷至室温,钎焊完成。

(文章来源于网络,如不允许转载,请联系我司删除。)

