


超声切割刀具的真空钎焊
随着新型结构材料的不断发展,超声切割方法越来越显示出它的重要作用。例如,采用超声切割方法可实现C/C复合材料切口无任何毛刺的高质量切割。在超声切割设备中,切割刀具是十分重要的组成部件,它直接影响切割质量的好坏。根据超声切割的基本原理可知,切割刀具必须满足其特殊的能量传递要求,故一般在刀具的设计中采用以钛合金为刀杆、高速钢为刀片的组合结构。刀杆与刀片的连接属于异种材料的连接,为保证连接质量,生产中一般选用真空钎焊工艺。实践证明,这种连接工艺是行之有效的,能很好地满足超声切割的要求。
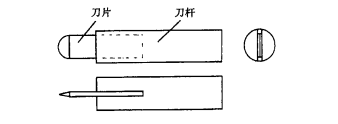
刀具结构
图示是超声切割刀具的典型结构。其中,刀片材料为高速钢,刀杆材料为钛合金。整个刀具采用镶嵌式结构,特别是刀片根部与刀杆凹槽底部紧密相接,有效降低了切割过程中载荷对钎缝所施加的应力。刀片与刀杆凹槽侧面之间在钎焊前为过渡配合,以利于片状钎料的放置。钎焊后,刀片与刀杆通过刀杆凹槽内两钎缝及底部钎缝连接在一起,从而形成完整的切割刀具。
钎焊工艺与钎料:
刀片与刀杆的钎焊实际上是高速钢与钛合金之间的钎焊。由于钛合金的活性很强,易与氧、氮及氢等气体发生反应而脆化,故必须采用惰性气体保护或真空环境进行钎焊。由于惰性气体保护钎焊对气体的纯度要求很高,故实际应用中以采用真空钎焊方法为宜。
从高速钢的钎焊来考虑,为降低钎焊加热对高速钢组织和性能的影响,可采用铜基钎料或银基钎料。
在常规的铜基钎料中,通常是采用铜锌钎料进行钎焊的,但这种钎料对于真空钎焊方法是不适宜的,因锌在真空中具有很强的挥发性。银基钎料主要以银铜钎料为主,由于其熔点较低,钎焊接头产生的热应力较小,有利于降低接头的开裂倾向。
综合上述考虑,最后决定采用银铜共晶钎料和真空钎焊的方法。钎料的具体形态为箔片状,其厚度为50 μm。真空钎焊采用辐射加热的方式,真空度可达10-3Pa。
钎焊工艺流程:
首先,对加工好的高速钢刀片表面和钛合金刀杆的凹槽用丙酮清理后,将面积比凹槽稍大的两片钎料沿凹槽的两侧紧贴放好,再将刀片小心地插在两钎料片之间,依靠稍紧的配合进行自身定位。按此步骤,将所有的刀片和刀杆装配成待焊的切割刀具组件。
其次,将所有装配好的组件依次垂直放置在炉中具有多个台面的钎焊架上。其中,每个组件的刀片在上,而刀杆在下。每个台面上的组件之间留有一定的间隙,以使组件均匀受热。
最后,按照图示的工艺曲线进行真空钎焊。当炉中的真空度达到7×10-3Pa 时,才能进行钎焊加热。由于采用辐射加热方式,不同台面上的组件在升温过程中所接收的热量会有差异,因此宜采用较慢的升温速度,尽量降低组件之间的温差。在钎焊工艺曲线上,在未达到钎焊温度之前设置了一个保温段,目的是尽量使所有组件在钎料即将熔化之前具有相同或相差很小的温度。当在钎焊温度下的保温时间达到后,以较慢的速度进行冷却,以减缓刀片与刀杆之间因热胀系数差异而造成的热应力。
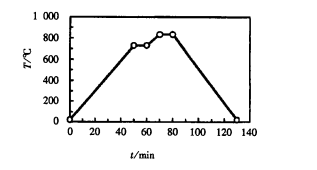
采用Ag-Cu共晶钎料和真空钎焊方法,在830℃保温10 min 的钎焊条件下,实现了超声切割刀具的高速钢刀片和钛合金刀杆之间的可靠连接。生产效率高,接头质量好,满足了自动超声切割设备对切割刀具的性能要求。
设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

