


高精度圆盘滚剪刀真空热处理
高精度圆盘滚剪刀(以下简称滚剪刀),材质为Cr12MoV,成品的平行度及厚度公差在0.005mm以内。近年,随着市场经济的快速发展,供货期进一步缩短,原来生产工艺已不能满足快节奏的要求,为此有必要采用一些新的工艺以适应快速生产的要求。
滚剪刀的热处理原采用盐浴淬火,冷处理,井式炉回火。在热处理过程中,难以克服的两个问题,一是刀体变形大,二是剪刀刃(外圆部位)易磕碰掉块。为确保成品率,采用的办法是增大热处理后两端面、外圆和内孔的留磨量。
以φ254mm剪刀为例,两端面、外圆和内孔的留磨量分别为0.8~1mm、0.8~1mm、0.6~0.8mm。致使生产效率很低,造成人力、物力浪费。有关单位需要的φ280mm×φ150mm×5mm 滚剪刀,该剪刀平行度要求为0.004mm,厚度公差要求为±0.002mm,制造难度非常大。因此决定采用真空热处理来减小热处理后的变形,防止磕碰,从而达到减小热处理后剪刀各尺寸的留磨量的目的,以提高生产效率。通过试验,将热处理后两端面的平形度控制在0.12mm以内,考虑到磨削变形,留磨量确定为0.3~0.4mm,外圆及内孔变形控制在0.15mm以内,留磨量确定为0.4~0.5mm,达到了预期效果,满足了用户的供货要求。
工艺流程:
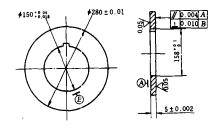
φ280mm ×φ150mm ×5mm,滚剪刀材质为Cr12MoV,热处理淬火硬度 58~62HRC,如图所示。热处理前的形状尺寸为外圆 280.4±0.05mm,内孔 φ149.5± 0.05mm,厚度 5.4±0.5mm。
1.装炉方式:
真空炉装料筐如图所示,原承重横梁直径仅20mm,为避免 φ280mm 滚剪刀热处理过程中承重横梁变形,影响加热效果,将其改换成φ80mm,壁最 5mm 不锈钢管,一炉可装料 20件。
2.真空热处理工艺
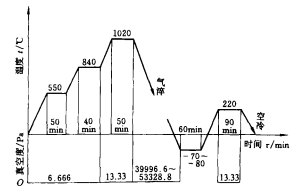
淬火:对于 Cr12MoV圆盘滚剪刀选用1000℃、1020℃、1040℃等几种温度进行淬火,预热温度为 550℃和 840℃。为保证滚剪刀有符合技术要求的硬度,最小的变形,最终淬火温度选定为1020℃。淬火加热保温时间根据文献资料综合考虑装炉量及基本均温时间等因素确定,在 1020℃分别保温 30min、40min、50min、60min 试验淬火后试件的硬度见表 3。选定最终淬火加热温度为 1020℃,保温时间为 45~50min。
冷处理及回火:淬火出炉后立即放入冷处理保温箱中进行冷处理,使淬火后的残留奥氏体继续转变为马氏体,冷处理温度为-70~-80℃,保温时间为 1h。为防止奥氏体稳定化,冷处理必须在淬火后1h 内进行。
设备选择: SIMUWU公司生产的VOGQ系列真空气淬炉是处理此类钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空淬火过程的有效进行。拥有十多年的销售制造经验,远销欧美亚洲发达地区,是广受好评的真空炉产品。

(文章来源于网络,如不允许转载,请联系我司删除。)

