


管带式热交换器真空钎焊工艺及影响钎焊质量的因素
真空针钎焊工艺是汽车空调管带式热交换器制造的关键技术之一。只有严格控制影响真空钎焊质量的各种因素,才能保证获得稳定的产品质量。
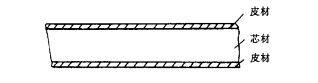
管带式热交换器常用材料对钎焊质量有重要影响的是复合铝箔、复合铝管和复合铝板。这些材料采用三明治结构,中间为芯材,一般采用AA3003,双面复合铝硅镁合金钎料,称为皮材,如图3所示。皮材的单面复合率如下∶复合铝箔一般为12%~18%,复合铝管一般为8%~12%,复合铝板一般为5%~10%。

真空钎焊常用钎料(皮材)有如下几种∶AA4004、AA4005、AA4104。最常用的钎料是 AA4004,其固相线温度为559℃,液相线温度为 591℃,主要合金元素化学成分为 Si∶9.0%~10.5%、Mg∶1.0%~2.0%。供应商可以根据用户要求适当调整成分,表 2为几家公司提供的 AA4004钎料化学成分。真空针焊时由于镁的蒸发,AA4004的固相线温度将提高到 577℃。
影响真空钎焊质量的因素及其解决办法:
管带式热交换器真空钎焊常见缺陷主要有如下几种∶①蛇形扁管与翅片钎焊处的钎角不饱满;②蛇形扁管与进液集管或回气总管钎缝处泄漏;③进液集管或回气总管与堵头钎缝处泄漏;④翅片弯曲倒伏;⑤钎料流失;⑥溶蚀;⑦工件发黑。
原材料表面的氧化膜
据有关资料介绍,为了使液态钎料有良好的润湿性和流动性,铝合金表面的氧化膜厚度不得超过3x 10-5mm。一般情况下,原材料表面的氧化膜厚度小于1×10-5mm,对钎焊质量无不良影响。若贮存保管不善,原材料表面的氧化膜厚度增厚时,仍然会影响钎焊质量。
清洗
一般情况下,如果生产场地清洁干净、零部件加工过程中使用易挥发的轻质油,扁管与翅片钎焊时可以不需要清洗,而利用真空钎焊炉的脱脂系统真空脱脂。为了保证钎焊质量,管带式热交换器真空钎焊时普遍采用三氯乙烷、三氯乙烯等有机溶剂蒸气清洗脱脂,较少采用其它清洗方法。但是,蛇形扁管与复合铝管、复合铝管与堵头等处钎焊时极易产生泄漏现象,建议在进炉装配前单独用乙醇或丙酮擦拭干净。
零件加工
零件加工时,必须保证下列零件钎焊处的关键尺寸和装配间隙。①蛇形扁管整形后的弯头尺寸;②蛇形扁管与复合铝管钎焊处的缩口尺寸;③翅片高度尺寸公差(波动小,波峰宽度方向平坦);④复合铝管钎焊处的冲孔尺寸;⑤堵头成形尺寸(堵头与复合铝管的装配间隙)。
装配
保证装配时钎焊处的钎缝间隙,有利于获得良好的真空钎焊质量。由于钎焊时翅片表面的复合层(皮材)起着间隙作用,故翅片与扁管钎焊采用无间隙配合,局部间隙过大时可用0.10~0.15 mm 的钎料片插人松动处(有可能引起翅片局部熔蚀、塞片处焊点太大等缺陷)。其它部位的钎焊间隙主要依靠零件加工尺寸予以保证,一般不得大于0.05 mm。
无论装配时用夹具夹紧或是用钢带打捆,均应考虑钎焊时的热膨胀现象。装配夹紧力太大时,易造成钎焊后翅片弯曲倒伏和尺寸超过负偏差等缺陷;装配夹紧力太小时,难以保证翅片与扁管的装配间隙,易引起钎焊处翅片虚焊、松脱等缺陷。
皮材(钎料)复合率
复合铝箔、复合铝板、复合铝管分别用于制作管带式热交换器翅片、堵头、进气集管和回气总管等重要零件,其表面复合层的复合均匀性对钎焊质量有着重要影响,由于钎焊时复合层起着间隙作用,复合层不均匀是造成虚焊、烧损、钎焊不连续、局部泄漏等缺陷的主要原因之一。国产复合材料复合层不均匀现象比较严重,外观质量差,且市场价格与进口材料的到岸价格接近,因而各公司大批量生产主要采用进口复合材料。
复合铝箔的抗弯曲性能
复合铝箔在钎焊温度下的抗弯曲性能,是衡量铝箔质量的一个很重要的性能指标。我公司曾经使用过某种进口复合箔,在接近钎焊温度下限时(590℃,3 min)仍然会发生翅片弯曲、倒伏现象,钎焊性能很差。据有关研究表明,这是由于复合铝箔芯材晶粒直径较小,皮材中的硅原子沿晶界向芯材中心扩散所产生的侵蚀(溶蚀)现象形成的。因此,复合铝箔轧制时严格控制冷作压延率和退火工艺,有利于获得粗大晶粒的芯材,使复合铝箔具有优良的钎焊性能。
钎料(皮材)化学成分
一般来说,无论是进口材料还是国产材料,生产厂家都能够按照一定的范围保证钎料的化学成分。但是,对于用户来说,钎料化学成分偏差越小,越有利于控制钎焊工艺参数。因此,国外厂商一般根据用户的使用情况分别调整钎料的化学成分,且成分偏差很小。相对而言,国内厂家较难做到。
目前广泛用于真空钎焊的钎料为铝硅镁合金,含硅量9.0%~13%,含 Mg量0.2%~2.0%。研究表明,铝硅钎料含硅量超过共晶成分时(含硅量 11.7%)。母材较容易发生溶蚀缺陷;铝硅钎料为共晶成分和亚共晶成分时,母材溶蚀倾向相对较小。因此,真空钎焊用钎料含 Si量大多数为亚共晶成分。
铝硅钎料添加适量的 Mg 有利于降低钎料的熔化温度,提高钎料的流动系数,降低对真空度的要求;但随着含镁量的增加,钎料对母材的溶蚀倾向增大,钎料流动较难控制。
真空度
真空度是影响钎焊质量的关键因素之一,随着钎料成分 Si,Mg,Ba含量的增加,有利于降低钎焊时对真空度的要求,提高钎料的钎焊性能。但是,由于这些数据均为试验样本,与实际生产过程中热交换器的钎焊有较大的差别。因此,为了保证真空钎焊时的工件合格率,当炉内温度达到 500℃以上后,炉内真空度应保证在1.33×10-3Pa范围内。否则,工件比较容易产生钎缝泄漏、钎缝不连续、脱焊、工件颜色灰暗等缺陷。
钎焊温度和保温时间
制定适宜的钎焊温度和保温时间是保证钎焊质量的关键。钎爆混度太高.保温时间太长,容易造成料流失、溶蚀、翅片弯曲等缺陷∶针焊温度大低,保温时间太短,工件尚未达到必要的钎焊温度.各部位温度不均衡,容易造成虚焊、泄漏、钎缝不连续等缺陷。
管带式热交换器真空钎焊时的热传递方式主要是镉射传热,工件温度滞后于发热体附近温度(控制热电偶实测温度)的现象很明显。由于工件各部位热容不同,不锈钢夹具的导热性差,使工件各部位到达钎焊温度的时间不一致;设备长期运行造成的钎焊加热程序或半连续炉的生产周期,也会使得炉内各部位温度不一致。因此,单室炉的钎焊加热程序或半连续炉的生产周期,应根据测得的实际温度曲线调整。同时应定期校准加热系统的温度均匀性,适当调整工件在炉内的摆放位置。
冷却速度
真空针焊常用的铝硅钎料为亚共晶钎料,由于液-固相间隔较大,冷却速度宜快不宜慢。否则,容易发生钎料不同时凝固和溶蚀等缺陷,影响轩缝的致密性。
摆放方式
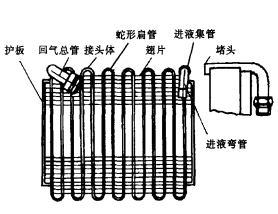
蒸发器的回气总管和进液集管均采用复合铝管,如按图示方向摆放,集管钎料极易在重力作用下流失,从而造成钎缝不致密和钎缝附近翅片溶蚀等缺陷;如将复合铝管朝下摆放,可以避免钎料的流失。
产品设计
产品设计必须使钎焊接头形式具有良好的工艺性,产品的结构形式也应当有利于真空钎焊。否则,会带来工艺上不必要的麻烦,不利于保证钎焊质量。如图所示,回气总管钎焊时,无论怎么摆放,都很难控制复合铝管钎料流动,往往容易造成钎料流失、焊瘤、溶蚀等缺陷。
设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

