


机车铝交换器真空钎焊
随着经济的发展,我国已连续5次对火车运输提速,因此对机车的热交换器的要求越来越高。传统的机车热交换器由铜合金制作,由于铝的密度仅为铜的30%,用轻质材料铝代替铜合金,可大大减轻热交换器的质量。虽然铝的热导率与铜相差较大,但通过设计合理的结构可提高热交换性能,满足热交换器的要求。
铝及铝合金的钎焊主要采用真空钎焊和NOCOLOK钎焊。结合实践,在此对机车铝热交换器(以下简称热交换器)的真空钎焊进行介绍。
热交换器的材料
热交换器的结构示意图如图所示。热交换器主要由风道翅片、油道翅片、I型风道封条、矩形油道封条和中间隔板5部分组成。
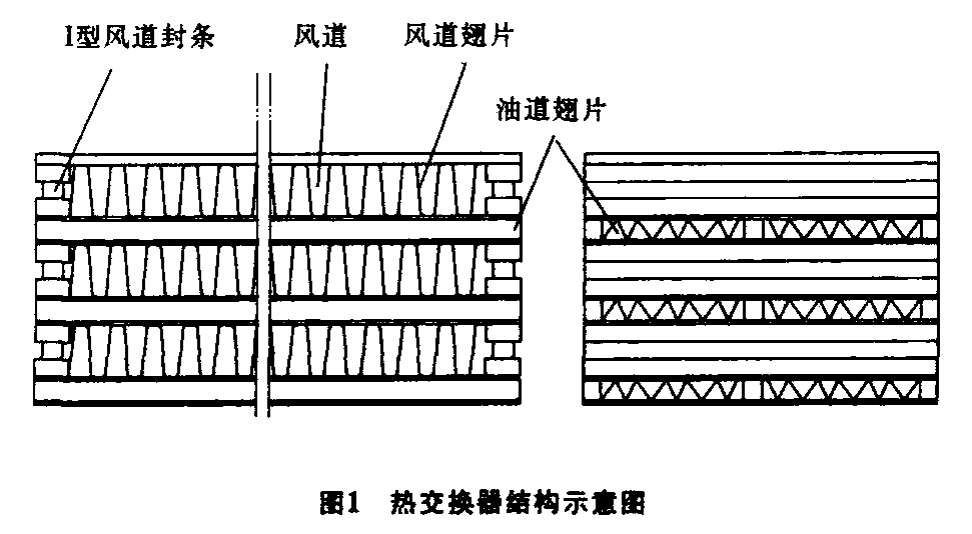
其中I型风道封条和矩形油道封条由工业纯铝轧制而成,油道翅片和风道翅片由厚度为0.2mm的3A21(LF21)板冲压而成,中间隔板为真空钎焊用复合铝箔。此复合铝箔是由芯材和皮层冷轧复合而成。强度主要由芯材保证,材质一般为Al-Mn(3A21)合金,而皮层在钎焊的过程中熔化提供钎料。
真空钎焊工艺:
- 工件的焊前处理
封条、翅片、复合铝箔表面有油污和氧化膜,为保证焊接质量,在真空针焊前必须去除。去除油脂常用三氯乙烷、三氯乙烯浸洗,蒸汽清洗。但三氯乙烷破坏臭氧层,三氯乙烯毒性大,从环保和劳动环境方面考虑不予采用。用NaOH,NaSiO3,Na3PO4,OPL乳化剂配成的混合溶液浸泡清洗也能有效地去除油脂,故采用了后者。由于材料表面有一层较厚的氧化膜,故采用w(NaOH)10%溶液浸泡,浸泡后为了降低表面的粗糙度,对各部分进行了光泽处理——在HNO3溶液中浸泡2~5min。
- 真空钎焊工艺
真空针焊炉主要技术指标如下∶
有效加热区尺寸∶500mm×500mm×750mm;温度控制精度:±1℃;最高炉温:800℃;极限真空度:≤8×10–4Pa;额定工作温度:650℃;加热功率:90kW;炉温均匀性:±3℃。
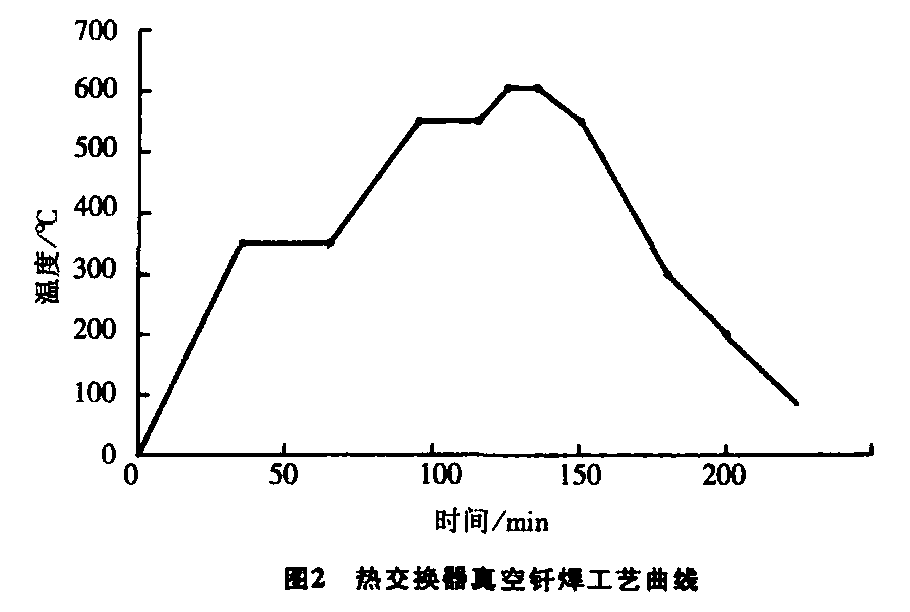
把工件装入真空室后,并在炉膛内放置镁块,抽真空至6×10-3Pa后开始加热。在加热的过程中,钎焊的各部分会释放出大量的吸附气体(清洗时残余的水分汽化),当温度升高到350℃,为了保证真空度,保温30min。由于热交换器的体积大,母材与钎料的熔点接近,为了在钎焊温度保温时间不致过长,在550℃保温20min。在钎焊温度为605℃时保温10min,然后关闭加热器停止加热,当温度降低到钎料固相线温度后,为加快冷却速度,向真空室内充纯度为99.999%的氮气,打开冷风机强冷至室温。
3.焊后检验及分析
(1)热交换器钎焊后的表面光亮,无明显的氧化现象。装炉前,有效地清除了表面的氧化膜,钎焊过程中,在炉膛内放置镁块有效地起到了还原作用。
(2)热交换器钎焊后,观察钎焊接头处,钎焊角圆滑过渡,表明在钎焊过程中,中间隔板上复合的钎料熔化后与翅片润湿性良好。
(3)对焊后的热交换器逐个进行气压试验,都能满足压力小于520 MPa时油道和风道互不渗漏要求。用水压试验打爆工件观察,发现油道翅片从中间均匀断裂,表明油道内钎焊处结合良好。
(4)对钎焊的热交换器进行换热效率检测,换热效率可达到95%的使用要求。
- 设备选择:
SIMUWU公司生产的RHVB-H高温真空钎焊炉是处理此类钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。拥有十多年的销售制造经验,远销欧美亚洲发达地区,是广受好评的真空炉产品。

(文章来源于网络,如不允许转载,请联系我司删除。)

