


提拉杆真空热处理
真空热处理是将工件置于真空条件下加热的热处理技术。所谓真空,是指在给定空间内,气体分子密度远远低于一个大气压下的气体分子密度的状态。
在真空中加热时,由于氧气以及其它气体的分压力低,氧对工件的氧化作用就受到抑制,而且工件材料内部的(在其冶炼、焊接等热加工中吸入的)残存气体元素也较易于向外界逸出,工件表面的油脂以及氧化物也易于挥发或分解。因此,真空可以对工件产生保护、脱气、脱脂和表面净化的作用。同时工件在真空加热具有加热较缓慢和生产过程转移依靠机械自动运动的特点,所以真空热处理还有淬火变形较小和改善热处理工作条件的优点。
我厂生产的某重点型号产品中的关键零件提拉杆其材质为30CrMnSiA,技术要求为调质硬度为HRC28~32,表面淬火硬度为HRC50~55,该零件的生产流程为:粗加工→调质处理→精加工→表面淬火→精磨成型。由于该流程需两道热处理工序,且由于零件尺寸较小和形状复杂的原因,在表面淬火时既不易利于操作,又不易保证淬火质量,且变形较大。为此从热处理角度将该零件的生产工艺进行了改进。

真空热处理工艺
真空淬火所特有的加热特点对零件的综合性能提高是有利的,同时从成品的检验过程来看,对零件的表面光洁度的提高也是有利的。
真空热处理不仅具有无氧化、无脱碳、无残盐腐蚀的优点,而且还是解决某些零部件精加工变形、防开裂问题的有效途径。
我们通过改进提拉杆的热处理工艺,以真空热处理代替了调质+表面淬火的传统工艺,实现了以无氧操作代替有氧操作的工艺进步,为零件提高热处理质量提供了有效的借鉴思路。提拉杆应用真空热处理以来,零件机械性能和各项性能指标要求一直都很稳定。从而彻底解决了提拉杆热处理尺寸变形、淬火开裂控制难的技术难题。目前该工艺改进方法已成熟地应用于多种重点型号产品的各类锥阀阀芯,多级阀芯,阀杆及阀套等关键部件的热处理生产。
由于真空淬火后可以得到比炉加热更为优越的机械性能,降低零件变形的危险,同时真空加热可以保证产品零件的表面光洁度。所以决定当零件成形后,进行真空热处理HRC40~45,然后对零件精磨即可。
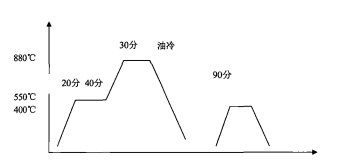
真空热处理的工艺图
- 入炉后缓慢升温至550℃,时长为20分钟;
- 在550℃保温40分钟;
- 从550℃升温至860℃,时长为20分钟;
- 在860℃保温30分钟,并油冷;
- 回火温度采用400℃,通入高纯氮强冷。
1)真空淬火回火后实测硬度为HRC42~43,表面光结度良好,只进行了简单的手工磨即成品装车;
2)改进工艺后的零件在装配试验中未发生任何质量问题;
3)在后续产品的各项试验过程中,该零件均保证了各项性能指标要求;
4)该零件在经热处理工艺改进后、生产进度大大提前,同时保证了产品质量要求。
设备选择:SIMUWU公司生产的VOGQ系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

