


推力室头部钛合金钎焊新闻
液体火箭发动机的推力室头部,要求重量轻,结构紧凑,强度高,耐热性能好,工作可靠。因此,大多数空间工作的中小推力发动机都采用钛合金直流式喷注器头部的结构设计方案。这种头部结构方案,工艺上若采用脉冲自动焊、激光焊等方法,焊接时芯体与头部都容易引起飞溅、热变形等,导致喷嘴小孔堵塞或喷嘴射流撞击精度恶化,最终会影响发动机头部的喷雾和工作性能。为了解决上述技术难题,东方红三号卫星液体远地点发动机推力室头部在预研阶段中曾采用过盈配合的结构,芯体零件放在液氮中,喷注器架等零件放在加热炉中,使两零件温差达到500℃ 左右进行压配,过盈量达到 0.03~0.05mm,这样的设计结构和工艺方法,只能保证产品强度要求,不能达到气密性要求,不能满足设计要求,所以被淘汰。
根据在研多种型号不锈钢结构推力室头部的钎焊经验,经过反复论证,在液体远地点发动机转入型号研制阶段中,将产品改为钎焊结构,工艺采用真空钎焊方案。
影响钎焊件质量的因素较多,如∶钎焊件的结构形式、钎焊缝间隙大小的选择、钎焊料性能、钎焊料的使用量、针焊温度的控制、钎焊真空度、钎焊保温时间、零件表面的处理等。本文就已确定的推力室头部钎焊结构、钛合金材料及钎焊料使用量条件下,给出钎焊工艺的结果。
头部钎焊结构及钎焊料
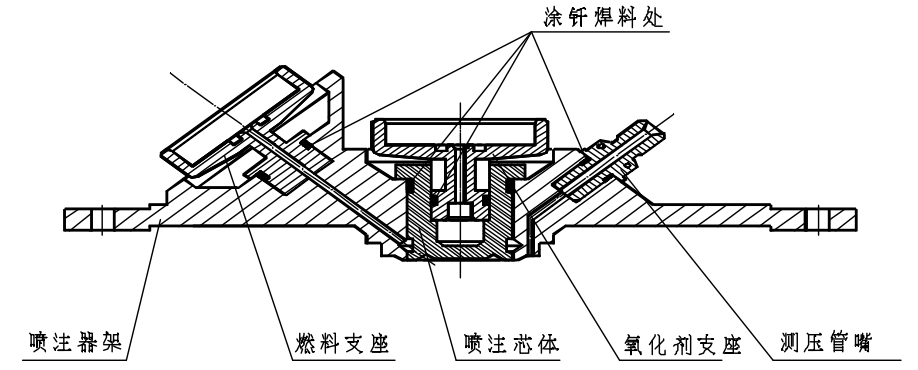
推力室钎焊由喷注芯体、喷注器架、支座及测压接管嘴等各零件经真空钎焊结构,头部各零件均为钛合金7715D。钎焊结构形式见图1所示。所使用的钎焊料为 TZNC-1 钛合金钎料。
钎焊真空度
由于钛合金材料在高温下特别容易氧化,影响焊缝质量,严重时甚至会导致产品被氧化,所以钎焊过程的真空度是关键工艺参数之一。初焊试件产品表面发灰,氧化严重,说明产品在高温钎焊过程中,真空度未达到要求。经改进抽真空系统,管路直径从中φ60 增大到φ100,并增大真空泵的功率,提高钎焊真空度,使真空度达到 2×10-4Pa 水平。经多次工艺试验,产品质量有较大提高,此后的钎焊头部产品外观及钎焊缝均无氧化现象,并经强度气密试验全部合格。
产品钎焊焊缝微裂纹问题的解决
由干钛合金真空钎焊当时在国内尚缺乏资料和成熟经验可资借鉴,特别是用于双组元液体火箭发动机在国内还是首次, 为全面了解钛合金钎焊缝是否焊透以及机械性能、金相组织等情况,在做了多次工艺钎焊试件并对试件钎焊缝进行金相分析后,发现在焊缝中存在有微裂纹缺陷。
裂纹是焊接中决不允许存在的严重缺陷,即使是钎焊缝中的微裂纹,对产品的力学性能也构成潜在的威胁。所以必须找出原因,并消除裂纹的存在。经过多次工艺试验,仔细观察分析,发现其原因是在钎焊过程中,容器连带焊件产品一直在抖动,景响针焊料凝固过程,最终导致钎焊缝产生微裂纹。找到原因后,对工装设备进行改造,将设备机械振动源部分与钎焊产品的真空容器分开,隔离振动源,经多次试验再没发现裂纹。
钛合金的钎焊工艺
经过多次工艺试验和多批次的产品生产表明,采用如下的钎焊工艺进行钎焊,能得到稳定的产品质量。
装配
两 零 件 过 盈配 合 部分 过 盈量为0.02~0.03mm。钎焊缝间隙部分间隙量为0.01~0.02mm。
钎焊
钎焊温度∶980±5℃
真空度∶1.0×10-2~5.0×10-2Pa 保温时间∶10~30min
钎焊保温结束后马上转入强化处理。
经过多次钎焊试验,及金相分析得出如下结论∶
钎焊缝未经强化处理韧性差且强度极低.钎焊缝中存在一层共晶的针焊料组织,它属于脆性相。而经过 920℃4h 的强化处理钎焊缝间隙中的共晶针焊料组织基本消失,结合面焊合形成联生晶粒,所以钎焊缝的强度和韧性都得到提高。
强化处理
炉温∶920±5℃保温时间∶4h
真空度∶1.0×10-2~5.0×10-2Pa
采用上述工艺技术迄今钎焊出来的 36 台头部产品都符合设计要求,发动机经过热试车考核全部成功。其中长程可靠性热试车的发动机有两台工作时间均累计达到18000多秒均未发现钎焊头部有任何问题。三台发动机已交付卫星飞行,均圆满完成任务。
结论
钛合金钎焊工艺不但为卫星液体远地点发动机生产出可靠的产品,也为后续型号的钛合金针焊提供了工艺技术基础。推进分系统推讲舱中25N、150N、2500N 双元推力室头部采用上述钎料和工艺规范也已取得成功,表明上述钎焊工艺、是成熟稳定的。
设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

