


不锈钢散热器芯体真空钎焊工艺
航空发动机中的燃油冷却滑油系统不锈钢高压散热器,是发动机不可缺少的部件。该散热器为列管式结构。为满足热交换要求,采用数百根0.2mm 薄壁细管,并用厚 3. 0mm 的端板以1mm 的管间距将它们焊在一起,形成一组密集的插接接头,它承受高压、振动和热冲击载荷的作用。这种结构特点给钎焊工艺带来一系列的困难,主要有∶管壁薄,要求采用溶蚀性弱、晶间渗入小的钎料;接头多,要求一次焊接成功,否则补焊会造成管子变形,影响散热器的性能;管间距小,造成装配困难,必须选用合适的钎料品种和特殊的装配工艺;接头承受复杂应力,要求接头密封、耐压和抗震。因此,要求采用高强度钎料,并在焊接过程中使接头双面成形,以形成连续圆根的优良接头。为此,研究了该散热器芯体的钎焊工艺,并进行了小批量生产,提出了工艺文件。所提交出的近百套产品,经气密、耐压、抗震和热冲击试验合格,并作了装机长期试车、试飞,达到了设计要求,证明本项研究是成功的。
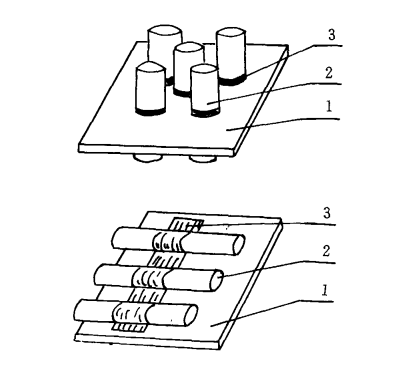
1 板子2 管子3 钎料
工艺流程
- 材料
管材为φ2mm×0.2mm的1Cr18Ni9Ti,板材为厚3.0mm和1.5mm的1Cr18Ni9Ti。最终选用的钎料为HBNi82CrSiB,粒度为150目和300目。
- 钎料
钎焊不锈钢常用有铜基、银基和镍基等钎料,由于镍基钎料的强度高、接头气密性好,成本不太高,适宜真空钎焊,因此选用镍基钎料进行试验与分析。
散热器芯体为薄壁管和厚端板的焊接接头,选用钎料时,除一般的钎焊工艺性要求外,应着重考虑钎料的熔点、溶蚀性和晶间渗入倾向等。HBNi82CrSiB的熔点最低,钎焊温度可控制在1080℃以下,可防止1Cr18Ni9Ti管子发生晶粒长大,且可控制产品变形。经试验未见溶蚀,晶间渗入很小。通过调节钎焊温度、保温时间和钎料加入量,可控制钎料的沿晶渗入与溶蚀,使散热器达到使用要求。
钎料品种有粉状、粘带和非晶态带多种。经试验发现,粉状钎料装配于1mm 间距的管子之间十分困难,易将钎料漏入管内,而且钎料装入量和均匀度也不易控制,要求一次钎焊成功上千个接头是难以达到的。非晶态带可以克服钎料不均的问题,但由于带薄,需采用多层,还需定位和配钻上千个φ2.1的孔,显然这是不现实的。粘带针料的厚度可以任意选择,厚度一旦确定,钎料加入量和均匀性则可控制。粘带钎料柔软而且有一定挺度,装配方便,易于掌握。经试验,可以获得优质接头和上千接头的一次焊成。由此确定,产品选用0.3mm 厚的 HBNi82CrSiB-ZD粘带钎料。
- 钎焊工艺
关于升温速度和降温速度的确定,主要考虑到采用粘带钎料,在 400~600℃时需保温 20min 左右(或缓慢升温),使粘结剂完全挥发以保持高的真空度。在 950℃时保温 15~20min,以保证零件温度均匀,在此温度后快速升温,达到钎焊温度,1060~1070℃,保温7~10min,这样可缩短高温停留时间,减少晶间渗入和溶蚀,有利于提高接头质量。确定钎焊间隙的最佳值为0.1mm ,此时间隙强度最高,达到191MPa水平。
SIMUWU公司生产的RHVB-H高温真空钎焊炉是处理此类钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。拥有十多年的销售制造经验,远销欧美亚洲发达地区,是广受好评的真空炉产品。

(文章来源于网络,如不允许转载,请联系我司删除。)

