


波形弹簧真空热处理
波形弹簧是安装在高压柱塞主轴上的一个较为重要的零件,它与主轴端面密封结构相连,上端是V形密封圈和V形密封环,下端是石墨环和钢套,在主轴运转时处于受压状态。零件尺寸如图所示。
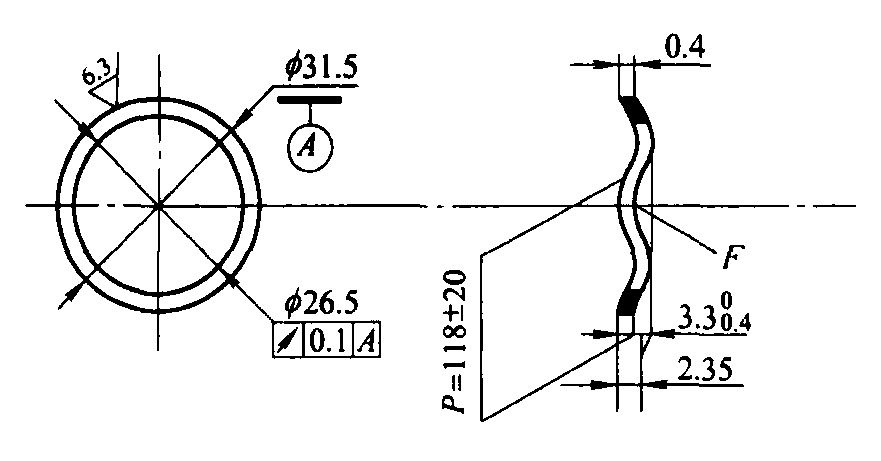
材料牌号∶60Si2MnA,GH3525-83;材料厚度∶0.4mmn
热处理技术要求∶①440~510HV。②各凸点的尺寸F之差不大于0.1mm。③零件需进行600次循环加载疲劳试验。④弹簧高度应符合3.700.4mm。⑤弹簧压倒2.35mm高度时P=(18±20)N。
零件加工工艺流程∶下料→补充退火→冲切环状毛料→去除毛刺压形→热处理→氧化→检验。
真空热处理参数的选定及工作热变形的防止
60Si2MnA钢是用途十分广泛的一种优质弹簧钢,其淬透性能好,淬火+回火后具有较高的强度和弹性极限,还具有较高屈强比和抗松弛能力及抗回火稳定性。缺点是这种钢脱碳倾向较大,对零件的强度和疲劳寿命有着直接的影响。此外,由于弹簧片的厚度很薄,只有0.4mm 且波形复杂,若按常规热处理规范很难达到设计要求,且易产生变形。
采用真空热处理的最大优点;热处理变形小;提高工件的力学性能,延长使用寿命;节省能源;减少污染。
弹性元件的真空热处理可避免产生影响弹簧疲劳寿命的不利因素,加上真空除气作用以提高材料韧性的有利影响,就更能改善弹簧的疲劳寿命和可靠性。
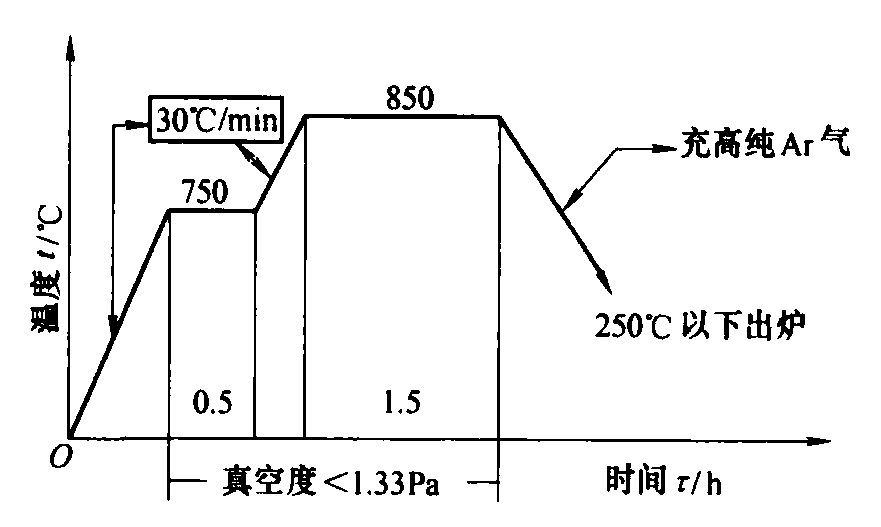
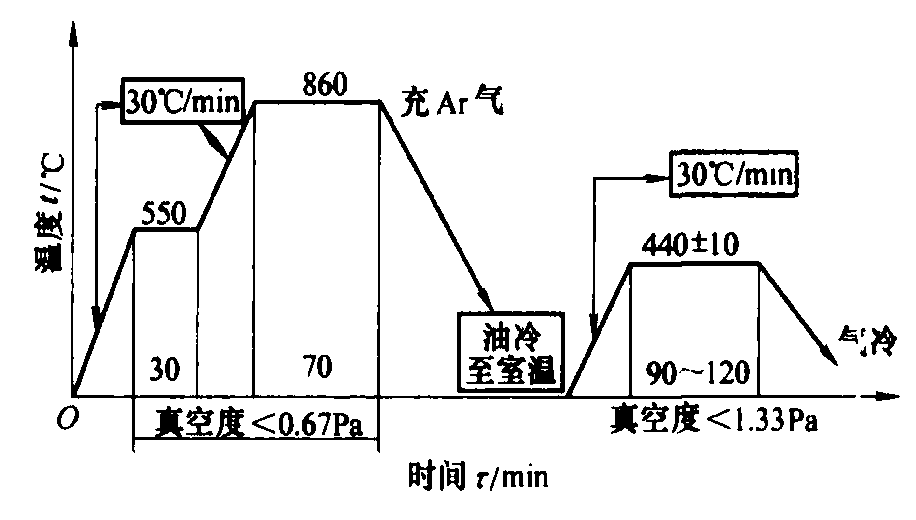
为了防止脱碳,从原材料钢带退火开始均采用真空退火和真空淬火+真空回火处理。60Si2MnA弹簧钢中含有蒸汽压较高的Mn元素,因此,Si-Mn系的弹簧钢淬火加热时真空度不易过高。60Si2MnA弹簧钢具有回火脆性,所以在真空回火后一定要在惰性气体中强制循环冷却或采用油冷。
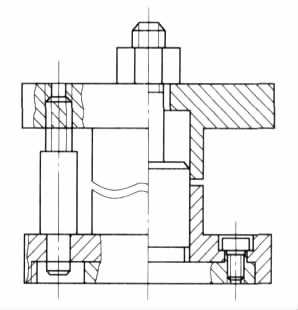
真空无氧化加热目的是为避免在加热中产生脱碳。440℃保温结束后气冷,目的是避免在Ms附近产生回火脆性。为确定热处理后零件弧度均匀一致、弧高在要求范围内,设计制造了淬火回火防变形夹具。
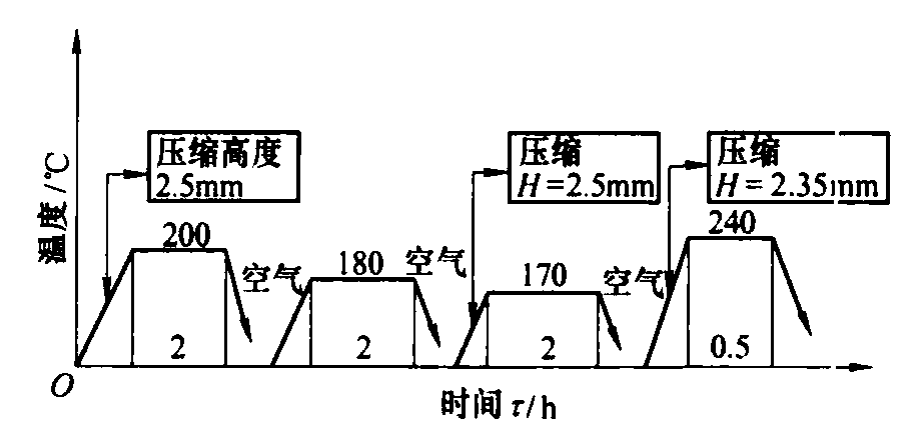
预压载处理。为了考核波形弹簧的疲劳强度,设计要求热处理后做预压载处理。工艺曲线见图。
真空热处理结果
热处理后零件组织结构 该钢最终热处理后获得细小均匀的回火马氏体组织。
零件的质量检验 硬度实测值∶460~464HV,合格;尺寸实测值合格;刚性检查∶100%的零件进行刚性检查均在P= (18±20)N 范围内,合格。
疲劳试验 根据零件终检要求,需做600次疲劳试验,试验结果显示,经过600次疲劳试验后,波形弹簧的各项技术指标完全符合设计要求,并对疲劳试验后的试件及零件进行了磁力探伤均未发现裂纹。
通过对60Si2MnA 波形弹簧的制造和真空热处理工艺试验,最终使波形弹簧这一复杂零件无论在尺寸上还是在性能上均达到了设计要求的各项技术指标,经装机试验考核,完全达到了设计要求,并顺利通过了上级组织的评审。
设备选择:SIMUWU公司生产的VOGQ系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

