


T10钢车刀真空热处理
T10钢车刀是用于车削加工的、具有一个切削部分的刀具。车刀是切削加工中应用最广的刀具之一。车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的构造、排屑或容储切屑的空间、切削液的通道等构造要素。在切削过程中,刀具的切削部分要承受很大的压力、摩擦、冲击和很高的温度。因此,刀具材料必须具备高硬度、高耐磨性、足够的强度,韧性和抗氧化性,还需具有高的耐热性(红硬性),即在高温下仍能保持足够硬度的性能。
真空热处理1
球化真空退火
对于含碳量大于0.6%的各种工具钢,磨具钢,轴承钢,共析、过共析钢的锻轧件等,为了改善其各类性能或进步最终真空热处理组织和性能,常常采用真空退火或球化真空退火工艺。球化真空退火是高碳钢预先真空热处理工艺,真空退火一般为炉内缓冷,为其真空淬火工艺中均匀奥氏体化提供组织准备。
球化真空退火方法分为四类:
1将钢加热到接近临界温度A1长时间保温。
2将钢加热到略高于临界温度A1并经短时间保温形成不均匀奥氏体及部分未溶碳化物,然后通过缓慢冷却或低于临界点等温分解,或在A1点上下循环加热冷却数次以使碳化物球化。
3高温固溶后真空淬火和高温真空回火。
4形变球化真空退火。
T10属于碳素工具钢,含碳量为1%左右。球化真空退火的作用是消除钢中网状碳化物,改善金相组织,( 因为锻造后晶粒粗大,硬度较高。)进步塑性,韧性,降低钢的硬度,以利于切削加工,减少最终真空热处理时的变形开裂趋势,而且也为真空淬火做好组织上的准备。真空退火温度为Ac1~Acm之间,必须严格控制真空退火加热温度。真空退火后的组织为体基体上分布着均匀的、细小的碳化物颗粒。硬度应到达41HRC左右。
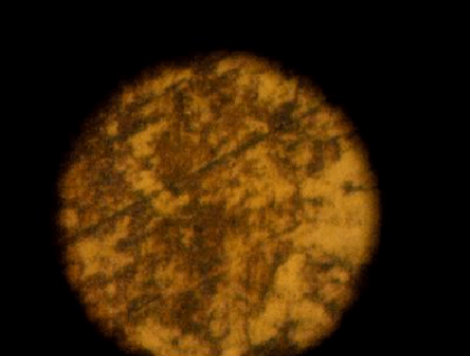
T10钢球化真空退火后的组织:

真空热处理2
真空淬火:指将钢件加热到Ac3或Ac1 (钢的下临界点温度)以上某一温度,保持一定的时间,然后以适当的冷却速度,获得马氏体(或贝氏体)组织的真空热处理工艺。常见的真空淬火工艺有真空盐浴淬火,真空马氏体分级淬火,真空贝氏体等温淬火,外表真空淬火和部分真空淬火等,真空淬火的目的是使过冷奥氏体进展马氏体或贝氏体转变,得到马氏体或下贝氏体组织,真空淬火加热温度的选择:通常亚共析钢真空淬火加热温度为Ac3+30~50C,共析钢及过共析钢为Ac1 +30~50C,对于T10钢(过共析钢),Ac1为730°C,其加热温度为Ac1+30~ 50°C,即770°C,780°C,790°C。另外,选择真空淬火加热温度还要考虑工件的尺寸大小和形状,加热设备,合金成分等。保温时间确定:加热时间与钢的成分、工件的形状尺寸、所需的加热介质及加热方法等因素有关,一般可按照经历公式来估算。
温时间的经历公式为: t= a KD(分钟),其中: D是工件有效厚度,单位为mm;K是加热系数,一般K=1.0~1.5分钟/mm
真空热处理2是真空淬火+真空低温回火,真空淬火获得碳化物+马氏体,获得刀具应该的高硬度,真空淬火后的硬度大约是63HRC左右,可以进展几次的真空回火,使性能更稳定,真空回火是为了获得真空回火马氏体。
真空回火
作用是使T10钢有一定的硬度,从而进步车刀的加工性能,真空低温回火使孪晶马氏体中过饱和碳原子沉淀析出碳化物弥散分布在马氏体相中,进步马氏体稳定性,同时使真空淬火微裂纹焊和,即进步钢的韧性,又保持较高的硬度,强度和耐磨性,减轻零件开裂可能性,缓解真空淬火造成的严重内应力状态,真空回火后的硬度一般为58-64HRC,真空回火后硬度并没有降低。
真空回火的目的:
1消除真空淬火过程中产生的热应力和组织应力的剩余应力
2是真空淬火马氏体时效析出碳化物,获得真空回火马氏体,真空回火屈氏体或真空回火索氏体组织,在不降低强度和硬度情况下进步材料的塑性和韧性,获得优良的机械性能
3使真空淬火过程中不稳定的马氏体和剩余奥氏体转变成温度的组织,稳定零件尺寸。
真空淬火+真空低温回火后的T10钢:
设备选择:SIMUWU公司生产的RVA系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

