


飞机水平大轴真空热处理工艺
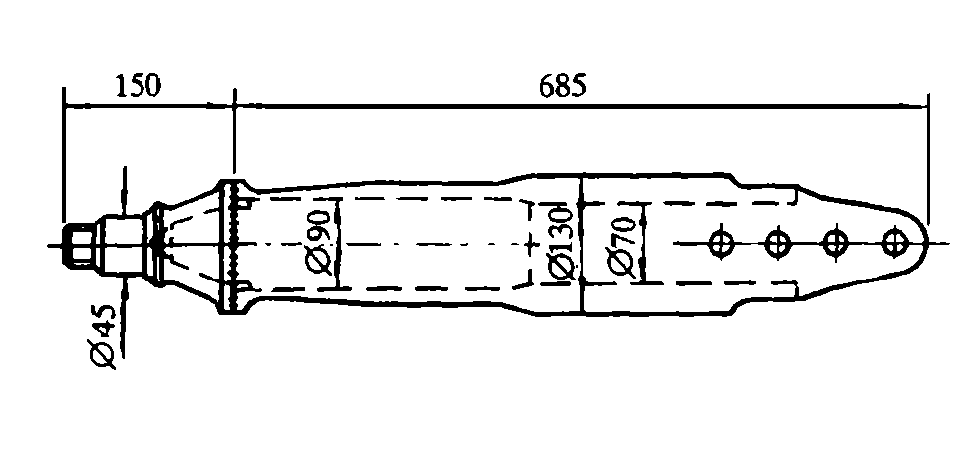
水平大轴是飞机水平安定面转动轴的简称,是后机身连接水平尾翼的关键受力部件。由干于它一端的安装点靠近发动机,有一定的温度和燃气作用,故要求制作水平大轴的材料不仅应县有高的强度和刚性,还应县有抗应力腐蚀等良好的综合力学性能。水平大轴结构复杂,既是一端封闭的厚壁管,也是一个截面为圆环形、插在后机身上的悬臂梁。原设计采用GC一4中碳低合金超高强度钢,由于这种材料焊接裂纹倾向性较大,只好用整根棒料加工不仅材料的利用率低,而且深盲孔加工工艺性差的问题也很突出。如能采用焊接结构制作水平大轴,即一端用管料、另一端用棒料分别进行粗加工,然后组焊起来加工成形,不但经济方便,还可解决复杂航空受力构件设计与制造上的难题。按等强度设计飞机水平安定面转动轴,单件重量还可减少4kg 以上,所以,这种新工艺对改善能空器的性能具有重要意义。
16Co14Ni10Cr2Mo钢是近年来研制成功的新型高合金超高强度航空结构钢。这种材料可焊性良好,经热处理后,在在强度水平相当的情况下,断裂韧性约为一般低合金超高强度钢的一倍至数倍。由于此材料具有这些优点,故可用于损伤容限设计,并制造出高性能、高可靠性的长寿命飞机构件,特别是那些结构上具有边孔、拐角、沟槽、截面突变等各种应力或应变集中区的复杂承力件,如起落架、水平梁、着陆钩、重要接头、承力框架等关键受力构件。
水平大轴加工的主要工艺流程包括∶下料→粗车→半精车→精车焊接坡口→镗内孔→焊接→焊缝探伤→退火→车外圆及螺纹→铣叉口→制结合孔→真空热处理→精车外圆→磨外圆→铰孔→酸蚀检查→表面强化及防护→总检。
一批水平大轴共 12件,都是焊接结构。大轴焊后消除焊接应力的退火工艺为;电炉加热,温度为680~700℃,保温6~8h,空冷。
大轴内孔和其他部位均已加工至图纸尺寸,仅外圆和配合尺寸留有一定的磨量。
由于16Co14Ni10Cr2Mo钢采用了双真空冶炼工艺,其纯洁度较高。钢中常存元素(Si,Mn)及杂质(P,S,0,N,H)的含量都很低;并有严格的控制。为充分发挥材质的使用性能,在加工(特别是热加工)过程中应尽量减少有害气体对材质的污染,故采用真空淬火。
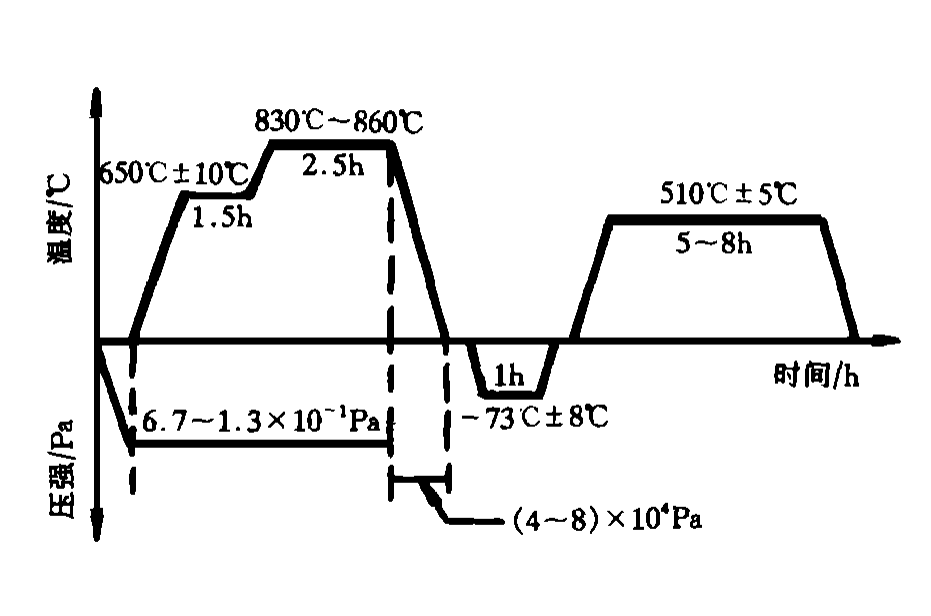
大轴的真空淬火在大型多功能立式真空淬火炉内进行。其工艺参数见图:
大轴真空淬火前后的清洗除油用浓度为 2%~5%的LCX一52水基清洗剂在专用清洗槽内进行,槽温 30~45℃,时间5~10min,事后即可烘干装炉。为减少大轴淬火变形,设计制作了专用淬火夹具,保持大轴以自由状态垂直悬挂在真空炉自动吊具上。每炉装3件,重约120kg。
待真空炉加热室真空工作压强≤6.7Pa时装入大轴,在保持工作真空度6.7~1.3×10-1Pa的前提下,按工艺曲线要求进行预热、加热和保温。保温时间为 150min(按加热滞后时间+按工件截面尺寸规定的”最短保温时间”计算)。大轴保温结束前,应提前 20min 左右对油槽抽真空至 6.7Pa 以下,并加温搅拌,充分脱气。大轴出炉淬火前应停止搅拌,以减少油蒸气的污染。大轴淬入油中后∶充入普氮;控制压强在4×104~8×104Pa 范围内。待大轴冷透后,放入大气,取出洗净油污。
按说明书规定,大轴淬火后应在 1h 内进行冰冷处理。其设备为自制的工作尺寸为Ø350mm×1200mm 的冷处理罐,介质为固体CO2泡酒精。当大轴自冷处理温度回升至室温后,应在4h 内装炉回火,回火在空气循环电炉内进行,事后用鼓风机吹冷(悬挂)。
飞机水平大轴采用新型超高强度钢及改为焊接结构后,不仅改善了机械加工条件,保证了大轴壁厚均匀,提高了结构效率,而且单件减重4kg以上,可在一定程度上提高飞行性能。
16Co14Ni10Cr2Mo钢制水平大轴通过真空热处理,其力学性能全面达到了技术指标,表面光亮,基本不变形。与原工艺采用 GC一4钢在甲醇裂化气氛炉中加热、硝盐浴等温淬火比较,可省去长时间低温回火(190℃士5℃×16h)除氢工序,还可节省部分磨削、校正、吹砂、打磨工时,技术经济效益十分显著。
设备选择:SIMUWU公司生产的VOGQ系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

