


汽车零件真空钎焊
东风汽车公司新型车EQ140、EQ145、EQ153及康明斯发动机回水、油、汽等管接头、除气螺塞及泵盖等件接头钎缝要有一定强度和较高密封性。原采用高频钎焊工艺。钎料为黄铜、钎剂为硼砂。在高温钎焊过程中钎料与钎剂与空气中氧作用产生强烈飞溅、钎缝产生大量缩孔、气孔、成形差。零件外表面粘有粗糙焊料、焊渣等污物。镀锌前难以清洗干净,密封性差,影响产品质量和使用寿命。
为此,热处理教研室采用真空钎焊工艺,焊料为紫铜,不用钎剂。真空钎焊是一种在真空炉中用冶金方法将各种零件结合成合成件的大量生产方法。真空钎缝的钎料润湿被焊母材的表面。并形成固溶体晶间结合,这种结合牢固可靠,密封性好。
为加快东汽引进技术的国有化,提高质量,热处理教研室承担了EQ1141G用管接头、除气螺塞真空钎焊试验任务。经东汽工艺处、技术中心等单位验收合格,已应用于生产。汽车的多种管接头和部件经过真空钎焊后钎缝平整、清洁、美观、密封性好。所以真空钎焊工艺值得推广和应用。
原材料准备
A3钢制接头、管接头、除气螺塞、泵盖等零件,高频钎焊直管接头总成件。T2铜丝φ1.5mm;He铜丝φ1.5mm。EXS——83型常温微泡金属清洗剂。
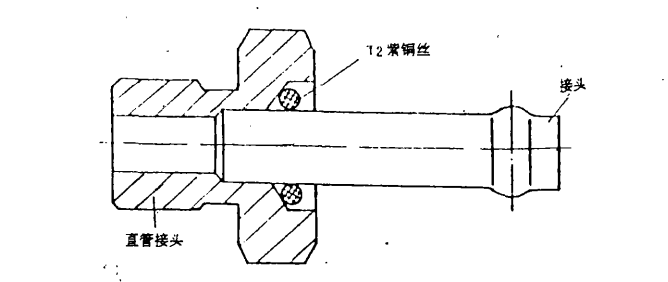
将接头、管接头、除气螺塞、泵盖等零件清洗掉表面污物后,放在45kw箱式电阻炉内烘干。把T2铜丝圈套在接头上,分别压到管接头或除气螺塞接口处的凹槽内定位,形成直管接头总成或除气螺塞总成。直管接头的装配示意图及钎焊后的总成示意图见图。
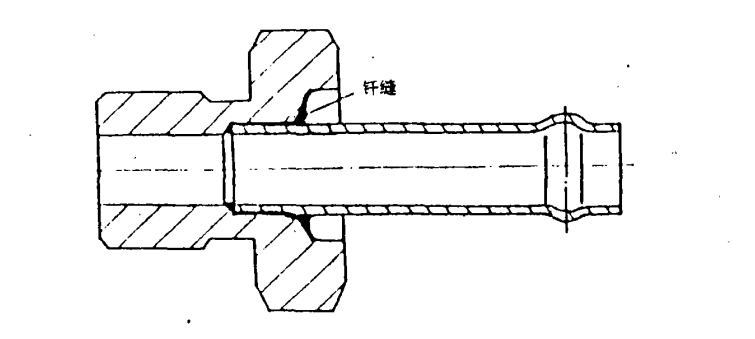
将装配好紫铜钎料的总成件放入真空钎焊炉中,当炉内真空度达到1×10-2 Torr、炉温升到1093~1149℃时保温1分钟,然后,将总成件移到真空炉的前室,此时,前室真空度仍然保持1×10-2Torr,冷却后出炉空冷。
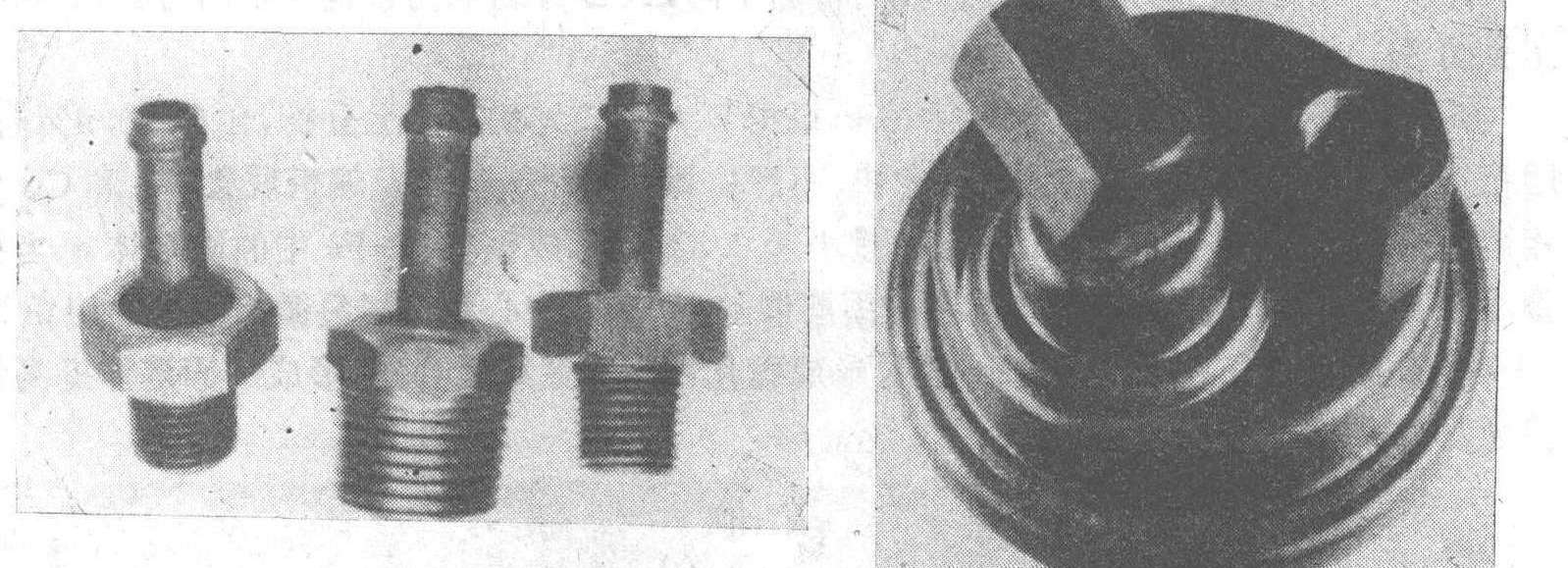
左图是直管接头总成、除气螺塞总成、端式管接头总成钎焊件。右图为泵盖钎焊件。以上总成件接头处用真空钎焊后,钎缝平整、清洁、美观,整个零件无氧化皮。
真空钎焊温度高,由于晶粒粗化倾向致使基体(母材)硬度低,塑性好。
高频钎焊过程加热速度快,冷却速度也快。由于冷技基体呈纤维状,金相组织几乎没来得及改变,所以硬度高。
真空纤缝过渡区组织为α+ε固溶体中心区为α固溶体,它们均具有固溶强化的特性,而高频钎缝区组织α十β、β相分布不均匀,再加上钎焊过程中心Zn的烧损、蒸发及施焊过程中产生强烈飞溅等使硬度偏低。
真空钎焊的优势
(1)EQ1141G用管接头、除气螺塞等零件采用真空焊,钎缝平整、清洁、美观、整个零件无氧化皮。可不经过清洗直接电镀、电镀效果较好。钎缝抗拉强度高、密封性好。代替高频钎焊。
(2)真空钎焊工艺简单、容易掌握、质量稳定、自动化程度高、工人劳动条件好。
(3)真空钎焊的直管接头、端式管接头、除气螺塞等件,提高了东汽三车一机质量,在东汽有推广和应用价值。
设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

