


高耐蚀铝合金钎焊板材及其真空热处理工艺新闻
汽车热交换器位于汽车前端,经受雨水、路面挥发的盐分、汽车排出的废气、砂砾、灰尘和泥浆等的污染,还承受着反复冷热循环和周期性振动。因此汽车热交换器用复合铝箔要求较高的耐腐蚀性能,从而保证汽车热交换器的使用寿命。现场使用以及实验室腐蚀实验结果都表明,真空钎焊铝箔在真空钎焊后变得易腐蚀。钎焊后会残余下包括氯化物、溴化物、氧化物的可溶性残留物,它们很容易沿交界面发生电化学腐蚀,即al基体(阳极性)和粗大的si粒子(阴极性)之间的腐蚀。一旦皮材被渗透,腐蚀将继续深入芯材,沿厚度扩展,最终导致复合板材穿孔失效。
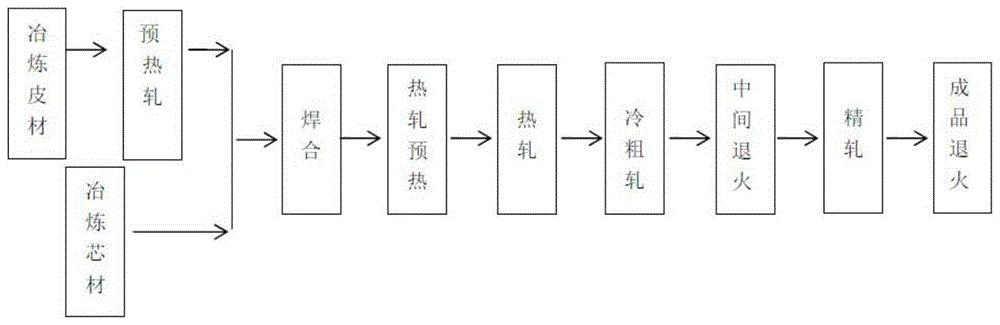
一种高耐蚀铝合金钎焊板材及其真空热处理工艺,包括如下步骤:冶炼所得铝合金皮材铸锭经预热轧再与冶炼所得铝合金芯材铸锭焊合,随后将焊合好的铝合金铸锭进行热轧预热,再经热轧、冷粗轧得到三层铝合金箔材,而后对所述铝合金箔材进行中间退火处理,最后取出后进行精轧、成品退火、拉矫、剪切制得成品。
该工艺可显著提高生产效率,改善组织性能,所制备的铝合金复合材在保持良好的力学性能、钎焊性能的基础上具有优异的耐腐蚀性能,钎焊后可以在皮材和芯材的过渡区域形成明显的布朗带,有效阻止腐蚀向深度发展。
通过优化的复合铝材热处理工艺,获得的复合铝材在钎焊过程中形成明显的布朗带,可有效抑制腐蚀沿深度方向扩展,提高了复合钎焊铝板/箔材的耐腐蚀性能,适用于汽车热交换器的制造和使用。
用温度较低的热轧预热工艺代替均匀化进行真空退火可以使合金在加工过程中保持有较高的Mn固溶度,在600-605℃的高温钎焊过程中芯材与皮材相互作用,较高的Mn固溶元素可与皮材扩散来的Si元素在过渡区域形成明显的析出集中区域(即布朗带)。布朗带可以有效阻止皮材的晶间腐蚀向内扩展,因此可以显著提高复合铝材的耐腐蚀性能,SWAAT盐雾试验穿孔时间≥28天。
在冷轧中采用中间退火工艺可以使复合钎焊铝材的芯材减少析出尺寸大于1um可作为形核核心的第二相,而析出细小弥散的第二相颗粒。细小弥散的第二相颗粒可钉扎位错、晶界的移动,推迟再结晶,最终形成粗大的再结晶组织,减少腐蚀进一步扩展的途径。
通过优化复合铝材的真空热处理工艺,并以热轧预热过程替代长时间的均匀化退火工艺,方法简单易行,容易实现,显著提高工业化生产效率。
所述的高耐蚀铝合金钎焊板材的真空热处理工艺,包括如下步骤:
1)将根据3系列铝合金牌号(3系铝合金),如3003或3003+Cu牌号配制的作为芯材原料,根据4系列铝合金牌号(4系铝合金),如4045或4343牌号配制的作为皮材原料,分别将所述芯材原料和皮材原料加入到熔炼炉中,在740-760℃的温度下进行熔化、精炼、除渣后,在690-710℃下浇注分别得到皮材合金铸锭和芯材合金铸锭;
2)将皮材合金铸锭进行预热轧以后,按照皮材、芯材、皮材的顺序进行焊合,得到三层铝合金铸锭;
3)将焊合好的铝合金铸锭于400-550℃的条件下,进行保温8-16h的热轧预热;
4)将预热好的铝合金铸锭在450-470℃的条件下开始热轧,轧成厚度为5.8-7.0mm的热轧坯料;
5)将所述热轧坯料在冷轧机上进行冷粗轧至1.4-2.2mm,得到三层铝合金箔材;
6)而后对所述铝合金箔材进行300~450℃温度范围内,时间为9-12h的中间退火处理,取出后冷却至常温;
7)在冷轧机上将上述箔材进行精轧至成品厚度为0.20-0.48mm的铝合金复合箔材;
8)需要再结晶退火,对所述铝合复合箔材进行380-420℃保温9-15h的成品退火,出炉后经拉矫。
设备选择:SIMUWU公司生产的RHVB系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空退火炉等,广销各发达国家与发展中国家。

smart
(文章来源于网络,如不允许转载,请联系我司删除。)

