


铸钢气门阀座的真空热处理
铸钢件是铸造成形工艺和钢制材料的结合,兼有两方面的优点,既可具有用其它成形工艺难以得到的复杂形状,又能保持钢所特有的各种性能。铸钢件的性能及其可靠性已可满足特别严格的要求,在重型机器、运输车辆及电站设备中都已占有相当重要的地位。尽管高速钢铸态组织中有粗大的很脆的莱氏体组织存在,机械性能比经过压力加工的要低,但铸造高速钢也有其优点,可以利用高速钢切屑和废料进行生产,制造过程较简单,只需要少量的表面光整工作,与采用锻坯或轧材经切削加工成型的方法相比,可降低材料消耗30~50%。
气门阀座为大型燃气发动机的进气门和排气门组件,该型号燃气发动机分别有48个进气门和48个排气门,气门阀座由铸钢W6Mo5Cr4V2制造。阀座连接在发动机箱盖上,气门在高温下高速运动,阀座与气门承受高温、高压燃气的冲刷与腐蚀,应力状态复杂而多变,要求其具有足够的高温强度和耐磨性能,良好的抗氧化和抗燃气腐蚀性能以及优良的冷热加工性能,因此,铸造和热处理后应保证其具有高的综合性能和尺寸稳定性。
气门阀座外形为环状,外形尺寸为φ(外圆)=66.5mm,高度h=12.5mm,内孔带锥度,其加工工序为铸造→退火→半精车→真空淬火→多次回火→磨削平面与外圆→数控加工内孔锥面。笔者对该气门阀座随炉试样真空淬火和多次回火后硬度及显微组织做了试验和观察,以积累更多的铸钢类零件的处理经验,提高零件的服役性能。

W6Mo5Cr4V2钢为钨钼系通用高速钢的代表,以Mo代替了部分W,使铸态莱氏体得到细化,由于资源与价格的关系,许多国家用W6Mo5Cr4V2钢代替W18Cr4V钢成为高速钢的主要钢号。W6Mo5Cr4V2钢的韧性、耐磨性、热塑性均优于W18Cr4V钢,硬度、热硬性、高温硬度与W18Cr4V钢相当,因此W6Mo5Cr4V2钢除用于制造各种类型的普通工具外,还可以制作大型及热塑性成形刀具及高载荷下的耐磨损零件。气门阀座经粉末砂型铸造后退火,硬度为35-39HRC,以降低硬度,便于切削加工。
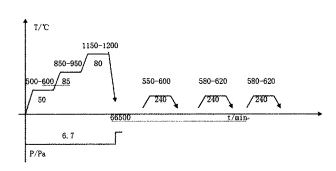
对铸造工模具钢铸件热处理的要求随其成分及使用条件而异。如铸造工具钢铸件,一般断面尺寸较小,且形状复杂,其热处理工艺的选用应以保证强度、红硬性以及防止变形、开裂为主。气门阀座和随炉试样在真空淬火炉中淬火,炉膛有效加热区尺寸为900mm×600mm×600mm,真空热处理工艺如图所示。铸钢W6Mo5Cr4V2钢合金元素含量高,导热性低,为减少热应力和组织应力,加热时采用了分段预热,淬火冷却时通过控制冷却速度和油温等措施,来保证零件表面和心部温差尽量小,减少零件变形和开裂风险。
铸钢在力学性能的各向异性并不显著,这是优于锻钢的一方面,另外,铸钢件不论其重量大小、批量多少,均易于按设计者的构思制成具有合理外形和内部轮廓、刚度高、形状复杂且应力集中不显著的零件,采用适当的造型工艺,使铸件有符合要求的尺寸精度和表面质量,这些特点是用锻件时难以做到的。
气门阀座试样经三次回火后,硬度为52.0-54.0HRC,硬度均匀,畸变合格,满足客户的技术要求,使用良好。
设备选择:SIMUWU公司生产的VOGQ系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

