


电池冷却器真空钎焊
真空钎焊是在真空状态下,对结构件进行加热和保温,使钎料在适宜的温度和时间范围内熔化,在毛细力作用下与固态金属充分浸润、溶解、扩散、焊合,从而达到焊接目的的一种先进焊接方法。
真空钎焊的机理和工艺特点
铝合金钎焊时,其表面的氧化膜影响液态钎料的湿润和流动。钎焊过程中,如果不能有效地去除表面的氧化膜,就难以形成优质的钎焊接头。为了去除氧化膜和防止铝在钎焊过程中再形成氧化膜,在钎料中加入少量的镁作为活化剂,能够有效地促使零件表面氧化膜的破碎、离散,液态钎料的湿润和铺展。
铝合金的真空钎焊是一个复杂的过程,它即包括物理变化也包括化学变化。由于氧化铝膜的线膨胀系数只有铝的线膨胀系数的三分之一左右。根据计算,在温度高于400℃后,热应力足以使氧化铝膜局部开裂,露出纯净的铝表面。而钎料中的镁在550℃以上开始大量挥发。在加热室空间形成一种含镁的气氛,保护露出的铝表面不再氧化。另一方面通过氧化铝膜上的缝隙渗入铝合金表面,形成合金,局部熔化,进一步掘进氧化膜。液态钎料在无氧化膜的新鲜表面上产生湿润和流动,并在毛细力的作用下填充焊缝形成焊角。
由以上分析可知铝合金的钎焊必须在高真空状态下进行,一般要在10-3Pa数量级。若真空度低,则镁滤发后立即与环境中的氧和水结合,不能形成保护性的镁气氛,使露出来的新鲜铝表面又立即氧化,不能去除氧化膜,造成液态钎料不能湿润和流动。
对于热交换器类产品来说,工件的表面积很大,吸附的气体量也很多,在加热过程中会大量放气,使真空度降低。为了保正真空度,因而必须选择有较大抽速的真空机组。
Al-Si-Mg钎料的熔点接近铝的熔点,因而其钎焊温度范围很窄,一般在595~615℃之间。而对于热交换器类结构来说一般尺寸都较大而空间分布上又很不平衡,并且大都是薄壁材料,因此对热区的温度均匀性要求很严,一般不超过±5℃,因此需要对温度进行分区控制。
真空钎焊工艺
零件材料的选用
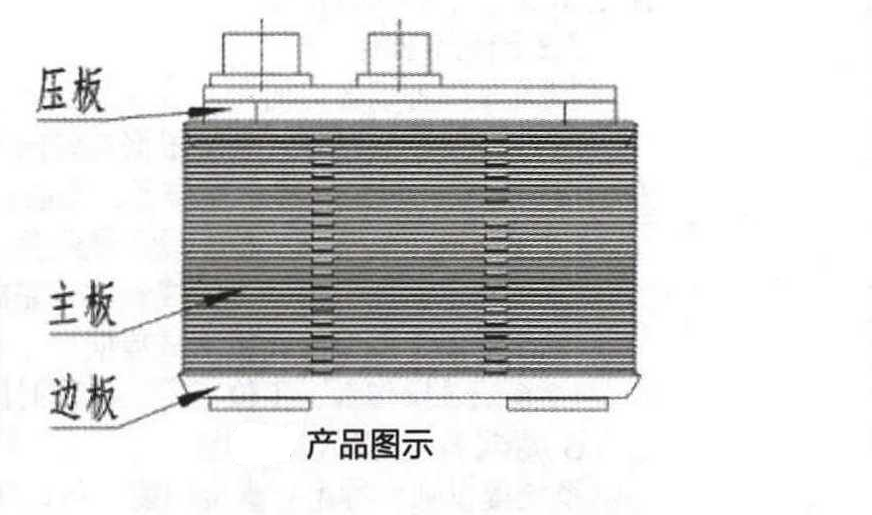
钎焊的工件为电池冷却器,零件分为主板、边板和压块,主要零件为主板,如图所示。
真空钎焊钎焊层合金材料含有1%-2%的Mg,而添加Bi元素,可提高钎料的润湿性和降低对钎焊真空度的要求,故钎焊层合金材料选择4104,母材选用3003mod。
工件钎焊前的清洗
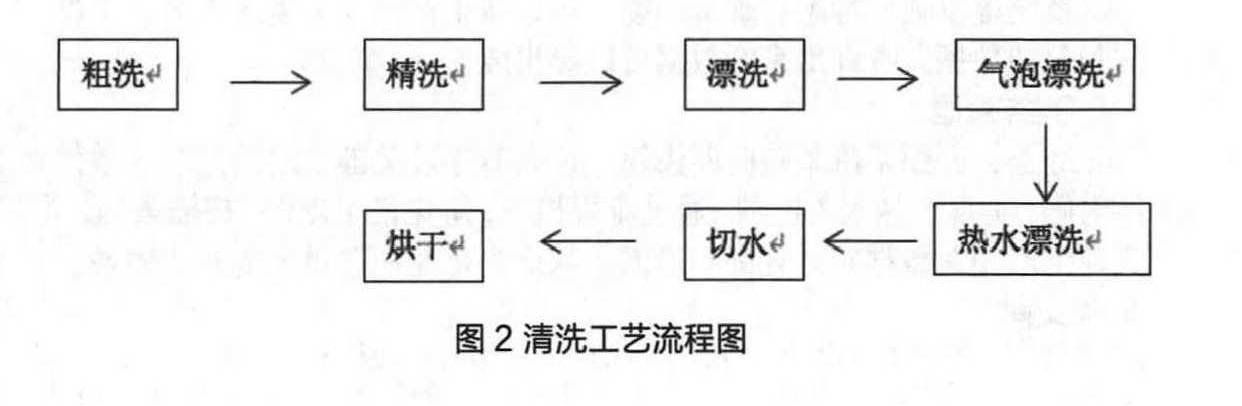
钎焊前,必须除净钎料和铝材表面上的油迹污物,但不能用苛性纳水溶液进行脱脂。因为钎料中的镁易和碳起作用而影响真空度,增加吸气剂金属的耗量,并导致钎料的漫流性下降。因此要采用超声波清洗,清洗过程如图:
工件的组装定位
为保证工件的相对位置及在真空加热过程中接头的良好接触,要用不锈钢夹具定位,这种夹具具有一定和高温弹性,在钎焊的温度下也能保证接头的紧密接触。组装定位夹具时,要注意控制接头处的装配间隙,其间隙的大小将直接影响填缝过程的毛细作用,是必须考虑的重要因素。装配间隙一般为0.025-0.635mm。
我们采用了螺栓连接夹紧结构和卡子夹紧结构。为了防止夹具对产品及真空炉的污染,装夹前我们对夹具进行了打磨清理。装配后测量芯体四角高度尺寸,调整螺母预紧力,防止芯体出炉后变形。
真空钎焊过程工艺
为了保证工件受热均匀,采取阶段升温。对真空钎焊炉抽真空后进行三个阶段的加热、保温,其工艺曲线如图所示。即∶第一阶段(a)预热定温、保温;第二阶段(b)蓄能定温、保温和第三阶段(c)钎焊定温、保温;停电。待炉温降至规定温度出炉。
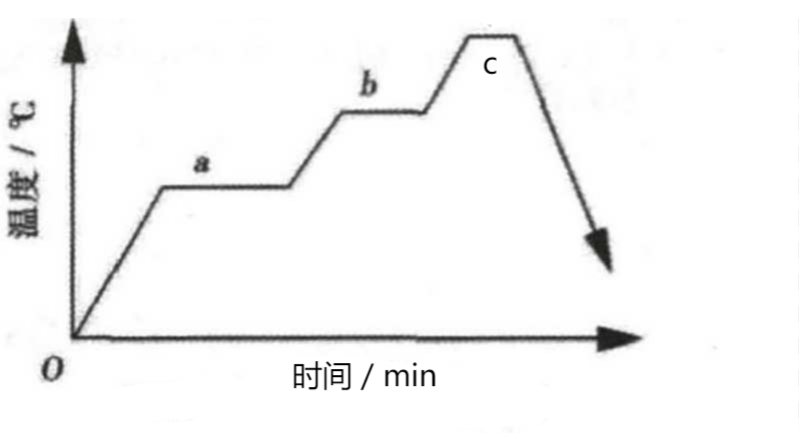
其中,第一次升温速率40℃/min,保温400℃ 90分钟,第二次升温速率40℃/min,保温56℃ 60min。最后一次升温20℃/min,保温596℃ 20min。
焊接质量保证
结构件的表面预处理换热器的所有结构件在组装前均须经过表面处理,酸碱洗或者超声波清洗,以除去表层污垢、油脂、氧化膜等。污垢会阻碍构件间的有效接触;油渍在真空高温时将会分解气化;降低真空钎焊炉内真空度;由于铝合金表层氧化膜致密,其熔化温度远比基体材料的要高,
特别是复合板钎料层的氧化膜在钎焊时钎料层熔化不充分,造成不能与被焊金属完全熔合,从而影响钎焊质量。为此,必须严格控制原材料的表面预处理,包括必要的机械清理,同时缩短钎焊前的装配时间。
结构件尺寸公差
各结构件既要保证自身的尺寸合格,也要保证装配间隙。因为主板、边板等为模具件,故对模具等设计和调试要求严格。否则,装配缝隙大,易造成虚焊、钎缝不连续或未焊合现象。
夹具的夹持力
由于换热器装配后采用不锈钢夹具进行夹持,而不锈钢夹具的热膨胀系数小于铝合金制品的,故夹紧力太大,易造成钎焊后芯体变形。故应根据具体换热器的结构设计设定适宜的夹紧力。
另外真空炉的真空度、零件的材料、工艺参数等都对产品的焊接质量有着重要的影响。
改善措施
为了保证产品的焊接质量,需要做好以上工作∶
a.确认零件材料选取的正确合理性;
b.保证零件的尺寸公差要求,进而减小装配间隙;
c.严格按照工艺程序进行备料、表面处理及组装;
d.在实践中对钎焊温度、保温时间、真空度等工艺制度进行优化并严格控制;
设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

