


钎焊保温时间的重要性
钎焊保温时间是钎料填充间隙和控制合金化作用的重要阶段,对于接头强度的影响与钎焊温度具有类似的特性。一定的保温时间是钎料同母材相互扩散、形成牢固结合所必需的。但过长的保温时间同样会导致某些过程的过分发展而走向反面。
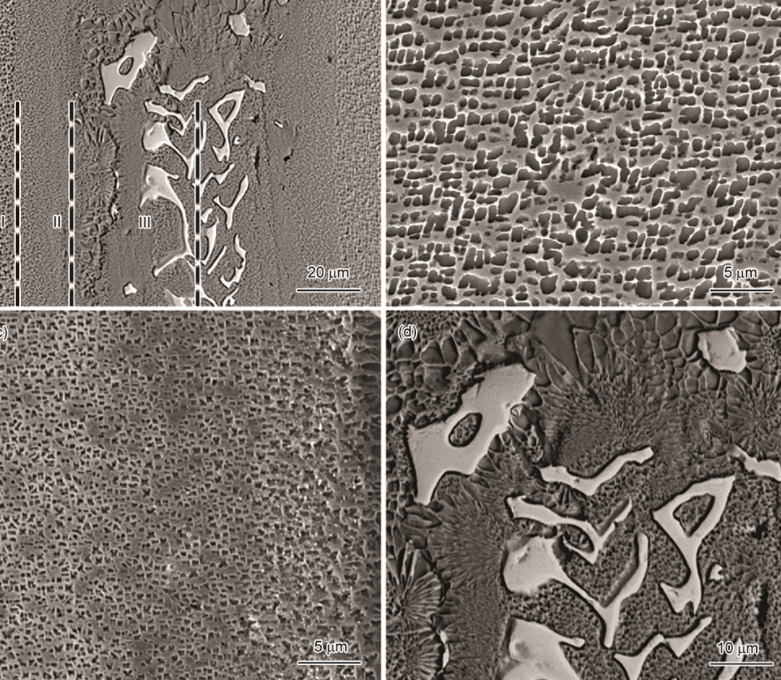
选择钎焊保温时间主要决定于钎料与母材的相互作用特性。当钎料与母材具有强烈溶解、生成脆性相、引起晶间渗人等不利倾向的相互作用时,要尽量缩短钎焊保温时间。相反,如果通过二者的相互作用能消除钎缝中的脆性相或低熔组织时,则应适当延长钎焊保温时间,如图所示。 某发动机高压I级涡轮叶片盖板的钎缝,在850℃左右高温工作, 使用粘带钎料( BNi75CrSiBCo),间隙不易控制。扩散钎焊温度为1190士10℃,保温1h后,钎缝组织为镍铬固溶体,没有金属间化合物存在。
钎焊保温时间与焊件大小、厚度和钎焊间隙值也有关。大件、厚件的保温时间比小件、薄件的长,以保证加热均匀。钎焊间隙大时,为了保证钎料同母材必要的相互作用,应有较长的钎焊保温时间。有些组件厚度并不很大,但钎焊接头被部分地或全部遮蔽,不能直接受到辐射加热,应适当延长保温时间,尽可能缩小被加热工件的表里温差。
此外,也应当考虑母材的热处理要求。例如,奥氏体不锈钢,当加热至900℃以上时,碳化物很快固溶,钎焊保温时间不需要太长。马氏体不锈钢则需要充分固溶后,才能在随后的淬火时得到完全的马氏体,所以钎焊保温时间要相应地长一些。耐热合金则必须使合金元素充分固溶后才能为固溶强化、弥散强化提供条件,因此其钎焊保温时间应当更长一些。
应当指出,对钎焊温度和钎焊保温时间不应孤立地来确定它们之间存在着一定的互补关系,可以相应地在一定范围内变化。因此选择时要根据上述原则通过试验进行确定。
(文章来源于网络,如不允许转载,请联系我司删除。)

