


SUC轴承真空热处理
SUC轴承是带顶丝外球面轴承,具有自动调心功能。安装拆卸方便,所以在食品机械、运输设备等方面得到广泛应用。
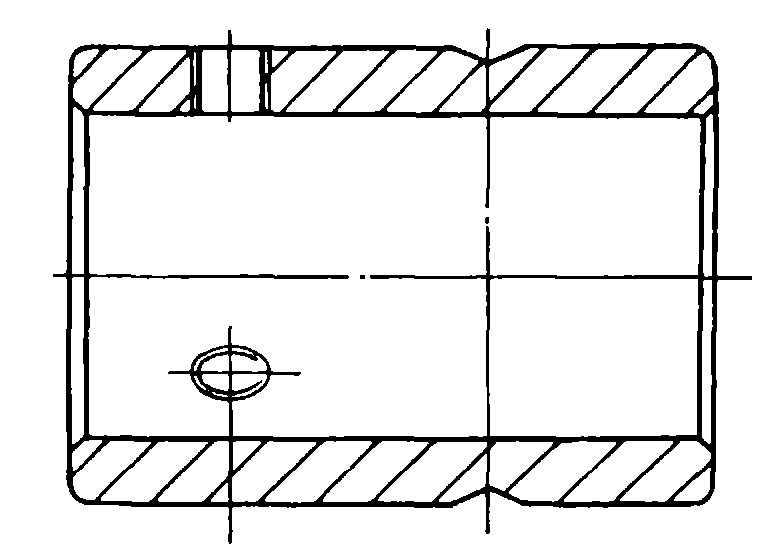
用高碳铬不锈钢9Cr18制造的SUC轴承内圈有两个螺纹孔,如图所示,如果仅采用整体淬火,螺纹孔处硬度和滚道硬度一样≥58HRC,在使用过程中上顶丝时螺纹孔部位由于应力集中容易出现裂纹或碎裂。因此,必需使用局部退火工艺降低SUC内圈螺纹孔处的硬度,才能避免其出现裂纹或碎裂。
选择真空淬火的原因
如果选用中频感应淬火机或盐浴炉仅对SUC内圈滚道一端进行局部淬火,螺纹孔一端保持退火状态。淬火区硬度较高,未淬火部分硬度太低,在磨加工过程中容易压伤和碰伤,导致磨加工效率低、废品率高,所以必须首先进行真空整体淬火,然后对螺纹孔一端进行局部退火,使螺孔一端也具有一定的硬度。这样即避免了螺纹孔处出现裂纹或碎裂,同时又提高了磨加工的效率、减少废品率。
设备选用真空炉整体淬火+火焰加热局部退火对SUC轴承内圈进行热处理,因为SUC轴承内圈在热处理前螺纹已加工完成,为避免氧化脱碳,整体淬火选用双室真空淬火炉。
工艺流程:
真空整体淬火的工艺流程图如下:
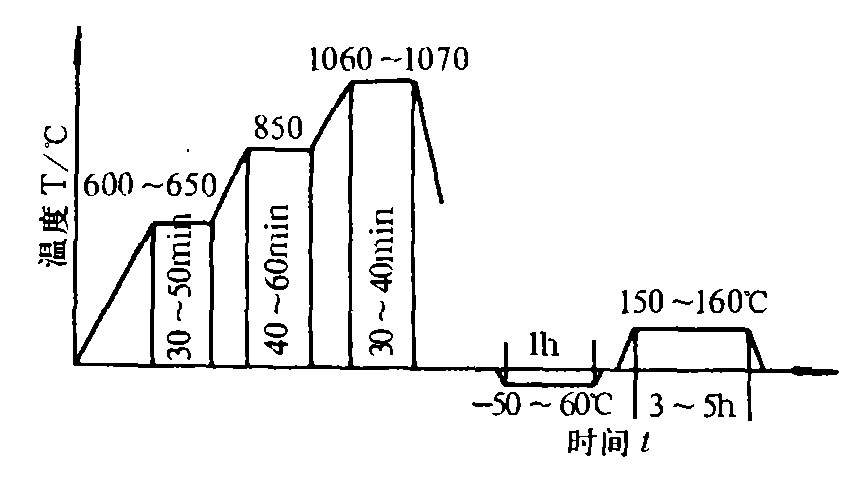
因为9Cr18钢的导热性差,钢中复合碳化物在高温下溶于奥氏体的速度慢,真空炉辐射加热套圈表面到温快,心部到温慢,为防止变形和开裂所以要两次预热淬火加热温度选用1060~1070℃,根据具体的装炉量和套圈有效壁厚确定加热时间。
9Cr18套圈淬火后含有较多的残余奥氏体,残余奥氏体在使用过程中进一步转变为马氏体导致尺寸稳定性差,所以淬火后放置到室温即进行冷处理,减少残余奥氏体的含量,提高套圈的尺寸稳定性。9Cr18套圈回火后硬度≥58HRC,组织为隐晶、细小马氏体、残余一次碳化物、二次碳化物和残余奥氏体所组成。
火焰加热局部退火
火焰加热局部退火采用氧一乙炔焰在空气中加热。氧气与乙炔的混合比在1~1.2范围内,火焰为中性焰,中性焰的氧气和乙炔燃烧充分,火焰稳定有力,加热速度快,工件加热时基本上不发生氧化和脱碳。
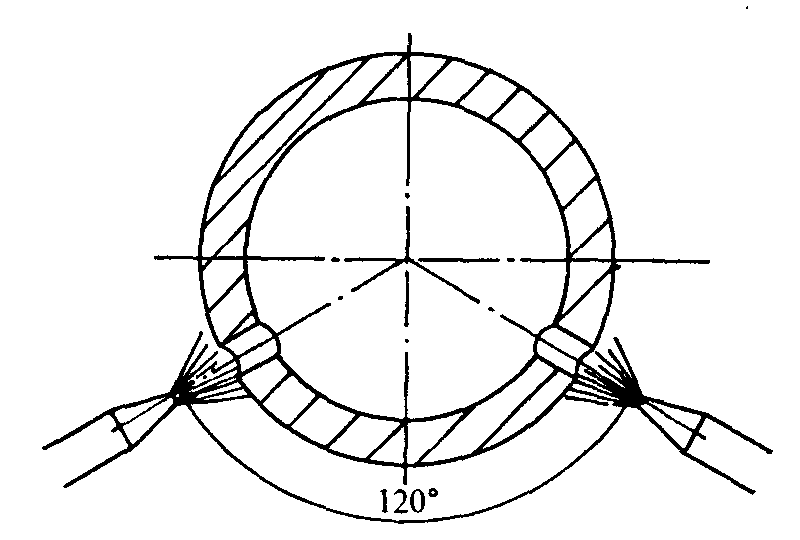
虽然火焰加热不易精确控制温度,但高碳铬不锈钢SUC内圈螺纹孔处硬度只需控制在45HRC以下,即可避免由于整体淬火螺纹孔处硬度太高使用时容易出现裂纹、碎裂的问题,同时又因为螺纹孔面具有高硬度,又避免了磨加工时出现碰伤、压伤、磨加工效率低和废品率高的问题。
真空热处理炉设备选择:SIMUWU公司生产的VOGQ系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

