


波导元器件真空钎焊
波导元器件是指利用波导构成的对电磁波进行控制或处理的元器件。 可分别用作定向传输、匹配、衰减或吸收、功率分配、模式 (波型)变换、隔离、滤波、移相和放大、混频、检波、倍频、振荡、开关等。这类器件被广泛地用于通讯传输和各类电子器械中。
异型波导器件结构复杂,需要通过机加工和真空钎焊的方式进行制造,以下为相关示例工艺。

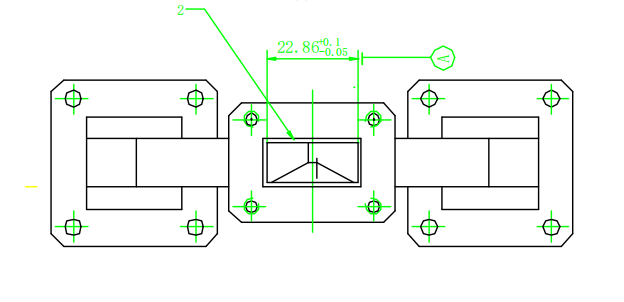
异型波导零件的制造为整体加工成2件经一次真空钎焊而成。包括上腔和下腔两个零件,上腔上含有调试口,波导腔与主波导腔的连接为圆弧连接。波导管的厚度为2mm,零件加工精度的要求高,需要控制形变,同时保证生产效率。
工艺流程:
表面准备
钎接件有一个清洁的无氧化物的表面是保证其焊接质量的重要前提。由于不用钎剂,焊前清除焊件表面的油污和氧化物是极其重要的。铝及铝合金除油在洗涤剂水溶液中,温度60~70℃,清洗5~10min,然后用清水漂净。采用下列方法浸蚀去膜:在 100g/L 的NaOH水溶液中,溶液温度20~40℃,浸蚀时间2~4min,然后在热水中洗净,放在HNO3水溶液中光泽处理2~5min,再在流动的冷水中洗净,并在温度不低于60℃的条件下干燥到完全没有水渍。经清洗后的零件切忌用手摸或沾染其它污物,并应在6~8h内进行钎焊。
焊料放置和定位
焊料牌号为AlSiMg11.5-1.5,厚度为0.1mm,焊前将焊料裁制成宽2mm的条状,用丙酮擦拭干净,再按上腔内部焊缝形式布放并理平后进行点焊。点焊时,工件与电极要求夹紧,可靠接触,以免点焊时产生火花,损坏零件的表面。在保证焊料固定的基础上焊点越少越好。
焊接温度曲线的确定
由于和差器上腔和下腔在厚度上差异很大,受热极不均匀,再加上焊接夹具也需要吸收热量,因此需要仔细确定工艺参数,真空度1*10-2Pa,加热升温参数如下:

将上腔和下腔用销钉定位后放在炉内屏蔽盒的中间,用垫块将和差器垫平,用调节垫块支撑两端法兰盘,以防受热变形;将屏蔽盒置于炉内恒温区的中央,用压块压住以保证合适的焊接间隙0.03~0.08mm用镊子在屏蔽盒内放置活化镁,共40~50mg,分成3~4块,不得将镁直接放在零件上;用经试验确定的焊接工艺参数进行焊接后,焊接质量和尺寸形位公差均达设计要求。
真空钎焊设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行工模具真空钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

