


油冷却器真空钎焊
机油冷却器也称油冷器,用来冷却发动机润滑油、自动变速器机油、变矩器机油或液压装置的液压油,确保发动机等可靠运行,同时也是发动机的”核心协助部件”。油冷器的使用寿命与质量往往取决于其钎焊的质量。以英国珀金斯机发动机的圆盘式机油冷却器( 以下简称冷却器)为例,其采用了真空钎焊工艺,焊缝质量高且寿命长,在提高油冷器的钎焊质量上起到了至关重要的作用。
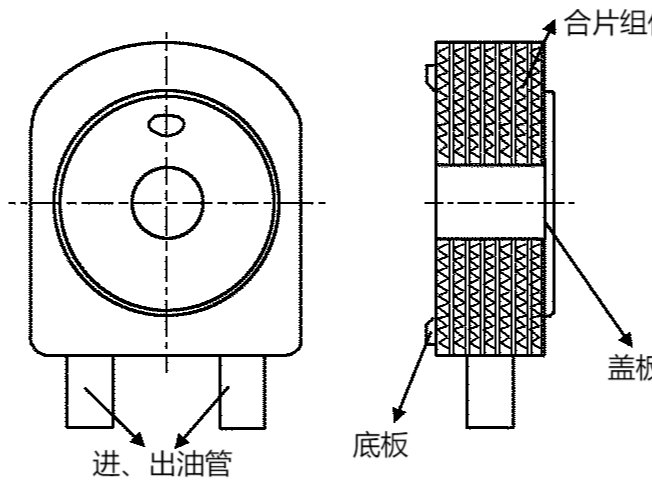
冷却器主要由底板、盖板、合片组件、进油管、出油管构成。合片组件内部及片间放入厚度为0.1mm的铜箔或0.04mm的镍基箔料,被钎母材厚0.4mm。冷却器的结构示意图见图。

对冷却器的性能要求是冷却效果好,所以,要求其钎缝致密,外观整洁。冷却器的母材为奥氏体不锈钢,其接头设计形式为平面叠加式。正确地选择钎料,是保证获得优质钎焊接头的重要因素。被钎焊的基体金属是奥氏体不锈钢,所以,钎料应首选铜钎料。冷却器焊缝间隙值的确定比较复杂,根据母材材料、接头构造和钎焊工艺,参照生产实践总结的经验和数据,选用纯铜焊料时,钎焊间隙为0.03mm。
工艺流程:
(1)零件焊前准备。由于基体材料为不锈钢,所以只需认真清除其表面油即可,即在NaOH,NaSiO,Na3PO4,0PL乳化剂配成的混合溶液中浸泡清洗。
(2)零件的组装与定位。由于冷却器的形状特殊,故设计专用钎焊夹具来保证钎焊的位置。夹具设计时,应使装配应力降到低限值,有利于钎料流动。
真空钎焊工艺参数
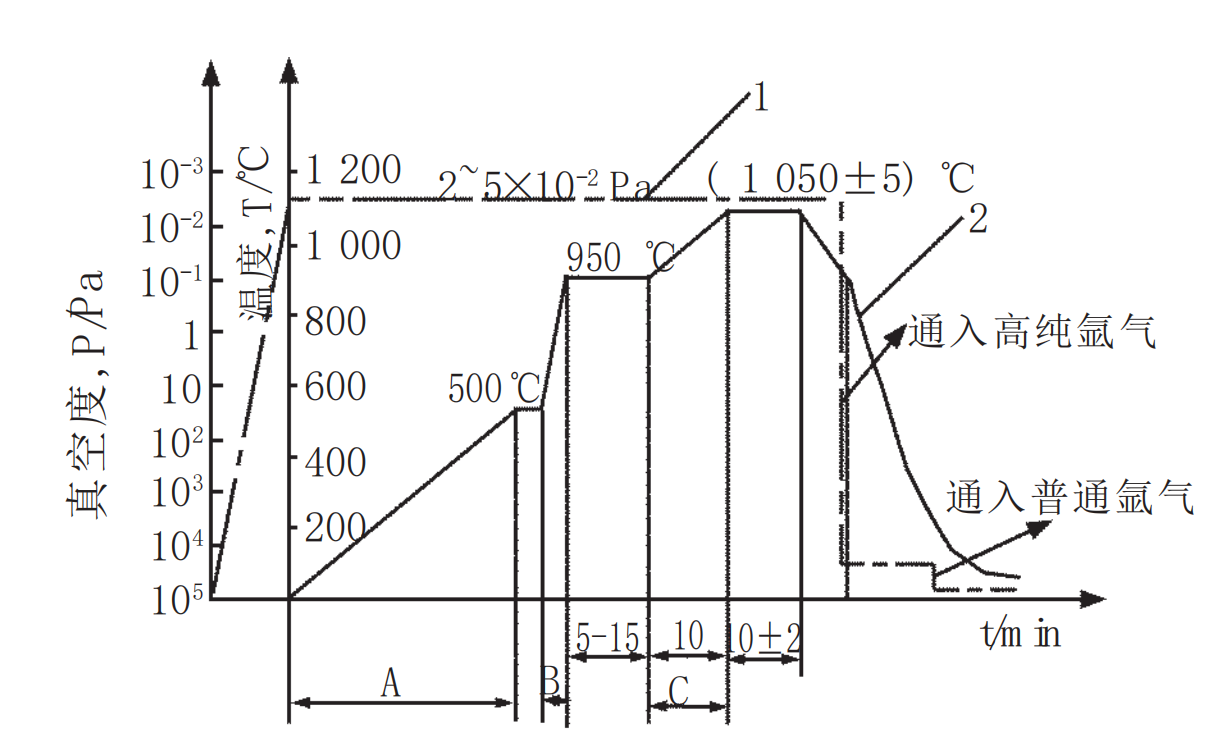
(1)真空度。真空度取决于钎料和被钎母材的金属元素蒸气压。用纯铜焊料钎焊不锈钢时,冷态真空度可抽至5×10-2Pa。铜是高挥发元素,1100℃时的蒸气压为1Pa;当温度升至1120℃,真空度1*10-2Pa数量级时铜会大量挥发,附着在产品表面,形成”喷铜”现象,严重时还会造成真空炉内电路短路。为抑制铜蒸发,可降低热态真空度,即向炉内通入高纯度氩气或氮气,使钎焊温度下炉内压力约为5Pa。
(2)加热速率。温度在500~700℃之间时,加热和冷却速度要快些,以免碳化铬析出,产生晶间腐蚀。在钎料固相线温度以下50~100℃温度范围内,加热速率不宜过快,以保证钎料熔化时组件内外温度基本一致,充分发挥毛细作用。
(3)稳定温度和保温时间。由于不锈钢组件的导热性相对较差,所以,加热到钎焊温度附近时,保温时间可适当延长,以减小组件各部分的温度梯度。
(4)钎焊温度。钎焊温度是钎焊过程中最主要的工艺参数,其选取的主要依据是钎料的熔点。纯铜是单元素钎料,流动性较好,可取钎焊温度范围为1110~1120℃。
(5)冷却方式。为了防止气流扰动液态钎料,在钎焊时,对焊料进行真空冷却,直到950℃时,再通进高纯氩气,启动风冷。
(6)出炉温度。当炉温降到150℃以下,再次通普通氩气冷却至室温,取出零件。
钎焊质量判断
(1)冷却器表面观察。钎焊后,表面光亮,说明钎焊过程中真空炉气密性良好,母材未被氧化。
(2)焊缝观察。钎缝圆,根饱满,焊缝连续,母材表面未开裂、未熔蚀,说明钎焊温度合适,钎料量适当。纯铜钎料比Ni基钎的焊缝饱满,对不锈钢的润湿性好,流动性较强。
(3)对冷却器进行气密性试验。气压1MPa,保压1min未渗漏,表明钎缝结合处良好。
(4)力学分析。纯铜钎焊不锈钢得到的接头,其抗剪强度为370~500MPa,纯铜钎焊得到的钎缝是单相组织,接头强度相对高。
设备选择:SIMUWU公司生产的RHVB系列真空钎焊炉是进行汽车零部件真空钎焊工艺的优质产品,良好的温控精度和温控均匀性确保了真空钎焊过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

