


板式换热器真空钎焊
板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种高效换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。板式换热器是液—液、液—汽进行热交换的理想设备。它具有换热效率高、热损失小、结构紧凑轻巧、占地面积小、应用广泛、使用寿命长等特点。在相同压力损失情况下,其传热系数比管式换热器高3-5倍,占地面积为管式换热器的三分之一,热回收率可高达90%以上。
板式换热器应用于工业中,已越来越显示出其优异的性能,得到了广泛的推广应用,成为紧凑、高效的换热设备之一侧。随着现代工业生产对换热器致密度和工作环境要求的逐渐提高,换热器材料及其连接方式被提出了越来越高的要求。
板式换热器的型式主要有框架式(可拆卸式)和钎焊式两大类,其中焊接式在性能上具有优势,其表面光滑不易结垢,传热效率高,整个板片束全部采用本体材料由钎焊焊接而成。不采用任何非金属密封材料,因而有较高的耐温、耐压性能。可适用于工作温度300℃,压力3.0Mpa的极端工况条件。

板式换热器钎焊的工艺流程为∶剪板→压形→表面预处理→组装→真空钎焊→焊接检验→收尾。
规格材料
板材:316不锈钢,板规格为389mm×270 mm;钎料∶99%纯铜钎料,片状(δ=0.3mm),钎焊方式:高真空钎焊炉。真空度1*10-2Pa,钎焊温度1130℃。
钎焊温度的选择
对不锈钢来说,钎焊加热温度不宜过高。当钎焊温度高于1150℃时,会影响到不锈钢的强度与热处理效能,而当停留在500~750℃时,碳化铬将沿晶界析出,易产生晶间腐蚀。在选择钎料和工艺参数时,应避免在1150℃以上长时间加热。因此,钎焊温度定为1130℃。
真空钎料的选择
真空钎焊要求长期维持高真空,所以要选用蒸气压低的钎料。在器件制造过程中,器件要经受长期高温(500℃以上)烘烤排气,异种材料制成的钎焊接头易产生很大的热应力。因此,要求钎焊接头要有足够的力学强度和释放应力的能力。
铜基钎料蒸气压低,高温强度好,对多种金属润湿性好,且价格适中,应为首选。值得注意的是,纯铜钎料必须选用无氧铜,否则难以保证钎缝的气密性要求。纯铜作钎料时需在保护气氛和真空下进行钎焊,温度为1100~1150℃。在该温度下器件的内应力已被消除,又因器件系整体加热,热应力小,焊件不会产生开裂现象。
铜基钎料有粉状、丝状、片状。其中,粉状钎料表面积大,表面氧化物多,钎焊时润湿性欠佳,不宜采用。片状钎料在熔化状态下能很好地润湿,又能保证一定的平整度和密度。因此,选择99%纯铜,片状(δ=0.3mm)作为钎料。
真空钎焊时一般不用钎剂,钎焊接头随炉冷却时,在适当的时候通氩气作为保护气体。
钎焊前准备:
不锈钢的表面准备
钎焊前,钎焊金属表面的氧化物及油污需用热液酸洗,温度20℃,酸洗时间10min。酸洗后用60~70℃的热水仔细洗涤10min,然后在60~70℃的热空气中干燥。酸洗应严格按工艺规程进行,以免产生过腐蚀。
钎料、模具及夹具的准备
将片状钎料剪成细条状并用丙酮清洗,风干备用。真空钎焊时,为了保证钎焊组件的尺寸和精度要求,采用专用夹具来夹紧不锈钢和钎料,这样还有利于熔融的钎料润湿并充分铺展到不锈钢母材表面。
开始工艺前,先将夹具进行模拟钎焊热循环,以保证尺寸的稳定性和消除应力。

钎焊过程
真空钎焊时,工件的加热温度、保温时间和真空度是影响钎焊接头质量的重要因素。因此,钎焊过程主要是控制钎焊温度、保温时间和升降温速度。钎焊温度一般要高于钎料液相线温度25~60℃。选用较高的钎焊温度,可以加速钎料与金属的相互作用。但温度过高时,易产生钎料溅散和溶蚀基体金属,采用铜钎料钎焊时,当随炉冷却时向炉中注入氩气。工艺流程如下所示:
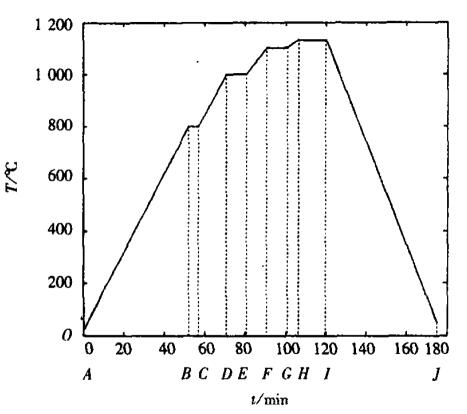
如图所示:(1)AO抽真空前。(2)OB,CD,EF,GH为加热时间段。(3)BC,DE,FG,HI保温时间段。(4)IJ 降温时间段,1100℃保温结束后加氩气,此时真空度(7.8~8.0)×10~2Pa,1000℃停止加氩气。
该工艺下的产品通过济南市能源技术服务中心鉴定,为板式换热器的优秀制造工艺。
除了采用正确的技术工艺外,真空钎焊中所选取的钎焊炉质量也是至关重要的因素。SIMUWU公司生产的RHVB真空高温钎焊炉具有温控精度良好,加热均匀性高等优点,是处理高温钎焊工艺的绝佳产品。在选取合适的工艺参数的前提下,能够实现高质量的真空钎焊。

(文章来源于网络,如不允许转载,请联系我司删除。)

