


高速直柄麻花钻真空热处理
高速直柄麻花钻是应用最广的孔加工刀具,市场需求量大,批产量往往达几万件至几十万件,通常采用热轧、热挤压、铣削或磨削等冷热加工工艺生产。直柄麻花钻要求具有高硬度、高红硬性、高耐磨性和一定的韧性。其热处理技术条件为∶刃部硬度63~66HRC,柄部30~45HRC,淬火、回火组织正常。大多采用盐浴热处理,仅对少量精度要求较高的全磨制小直柄钻或铣制钻(直径≤3mm)采用真空热处理。盐浴热处理虽然有加热速度快、畸变小、生产率高、柄部与刃部可一次淬硬等优点,但高温盐浴炉所用的氯化钡有毒,所产生的炉气、炉渣、清洗水会对环境造成污染。因此,高温氯化钡盐浴炉是我国暂缓淘汰的热处理设备。
真空热处理是公认的高效节能无污染的清洁热处理技术。具有工件无氧化、无脱碳、畸变小、表面质量好等优点,还具有脱气、脱脂的效果,所以已成为国内热处理技术发展的热点。为了减少热处理污染源,国内厂商开始逐步减少并淘汰氯化钡盐浴炉,并向真空热处理进行过渡,最终达到真空热处理取代盐浴热处理的目的。

待处理产品为φ2.5mm×57mm的直柄轧制麻花钻,为经轧制后切割磨头并粗磨外圆的半成品,材料为W6Mo5Cr4V2高速钢,表面呈氧化蓝色。
真空热处理工艺
(1)装夹方式与装炉量
直柄轧制麻花钻经清洗后装入尺寸为φ25mm×65mm的不锈钢圆套筒,刃部统一朝上,套筒垂直放置在长方形料盒内,料盒分别装载在上、中、下3个料筐内,装载量约150 kg。
(2)预热
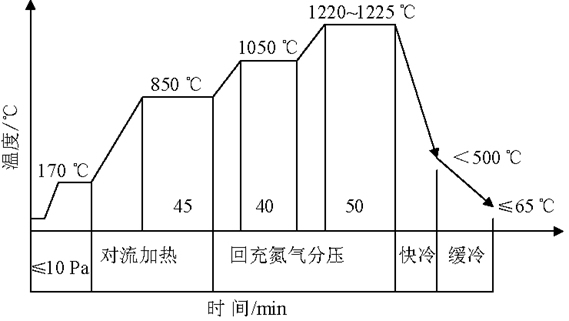
工件入炉后即开始抽真空和升温,升温速率约为10℃/min。工件温度≤170℃时,真空度必须抽至≤10 Pa;工件温度>170℃后,充入氮气达0.15MPa,进入对流加热阶段。
预热分为二段,第一段温度为850℃,保温45min,然后通入氮气,真空度降至150~200 Pa并继续升温;第二段温度为1050℃,保温40min,使工件充分预热。
(3)奥氏体化
奥氏体化温度为1220~1225℃,保温50min,真空度保持分压状态。
(4)淬火
采用0.8MPa压力的氮气进行气淬。工件冷至500℃以下自动转换到0.2MPa气压缓冷,冷至65℃以下出炉。
直柄轧制麻花钻真空热处理工艺见图:
(5)回火
采用蒸气炉回火,回火温度550~560℃,每次3h,共3次。
真空热处理时的脱碳问题:
真空热处理有时会产生氧化和脱碳现象,进而引起成品的寿命下降。真空气氛下一般不会发生此类现象,造成这一问题的主要原因是直柄麻花钻在1100~1150℃轧制时产生氧化,钻头表面有一层蓝色氧化膜,在真空热处理时氧化膜加热分解产生氧化性气氛,从而导致淬火加热时出现氧化脱碳或贫碳。
处理这一问题有以下两种办法:
(1)Fe3Oa氧化膜在真空炉内的加热分解与真空度的高低即压力大小有关,也与加热温度有关。真空度越高,越容易分解温度高于570℃就开始分解,温度越高,分解越完全。因此,可增加一次600~650℃的预热,并保持≤10 Pa的炉压,以促使氧化膜分解,尽量抽除残留氧气。
(2)轧制钻在淬火前酸洗,消除表面氧化膜。
经过以上工序处理的产品,在真空热处理后可以展现出良好的加工性能,并且寿命高,无变形,是高质量的刀具产品。
真空热处理设备:SIMUWU公司生产的VOGQ系列真空热处理炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

