


真空渗碳后淬火该用哪种工艺?
真空渗碳淬火普遍应用于汽车的动力传动及燃料系统部件,载重汽车和越野车的传动部件如∶齿套、小齿轮等,航空、航天器的传动及动力系统部件以及其他诸如液压泵凸轮、轴承、阀门等各种工业产品。
采用真空渗碳淬火工艺通常可以省去缓冷、再加热以及随后的压力淬火及定径淬火等工序。在被选定的表面镀铜或涂防渗涂料可以防止该表面的渗碳。
真空淬火+气淬
真空渗碳加气淬系统能够在极的程度上减小各种不同尺寸工件的淬火变形,尤其是与气氛渗碳加油淬进行比较。例如,对汽车传动系统的齿轮分别经过气氛渗碳加油淬和低压真空渗碳加 15Bar 氮气淬火两种不同工艺进行处理后的齿形轮廓划线进行比较,能够发现油淬的畸变更大且更难控制。
类似静音齿轮等部件采用低压真空渗碳加气淬能够使其加工过程更加经济易行。在不牺牲冶金、机械、物理等方面的性能的前提下减小工件的淬火畸变是十分重要的。因此在保证冷却能力的条件下用气淬代替油淬或盐浴淬火是势在必行的。我们坚信用气淬方式极有可能在不久的将来替代目前一些热处理设备所采用的油淬方式。
气淬方式之所以能够成为最佳选择的另一个原因是我们可以通过改变气体压力、选择不同的冷却气体、改变气体的流量来调节冷却速度。日前认为采用尽可能低的气冷压力可以减小畸变。

真空淬火+油淬
在很多情况下,油淬是能够取得较好结果的最好工艺方法之一,尤其是在工件的有效尺寸较大和材料的合金含量较低的情况下。为了尽可能地减小淬火畸变,油槽中淬火油的典型温度范围为55~190℃。
油淬设备的配置
由于在热处理生产过程中设备因素是影响产品质量稳定性的最重要的因素,因此,由设备导致的可变性应当被重视。了解并控制热处理过程的各个方面的影响对使变形成为可预测(可重复)的是十分重要的。应当主要关注以下几个方面∶装料尺寸/重量(均匀);工件的装炉方向(平放或立放);加热速率;保温时间和温度;工艺选择(强化方法、碳的来源);淬火介质的选择(类型、温度、质量);淬火槽的设计(容量、搅动)。
在油淬过程中,淬火油槽的大小对不仅影响淬火油的瞬时升温速率,也影响淬火油的最大升温速率,但是这种影响是有局限性的。如果工件在淬火油中具有很小的接触面积的话,那么拥有大容量的油槽,就没有明显的优势。从这个方面看,设备导致的可变性是由下列因素决定的∶采用的循环方法(扇叶搅动或泵喷)、循环方式、淬火油加热方式和油槽的容量(升温速率)。还包括淬火油的类型、传热特性、初始温度以及油池的洁净程度(污染物的类型和含量)等。真空渗碳后采用油淬时,应当对油槽中的淬火油表面施加一定的压力,这样可以影响油蒸汽的形成而且有助于控制工件的变形。

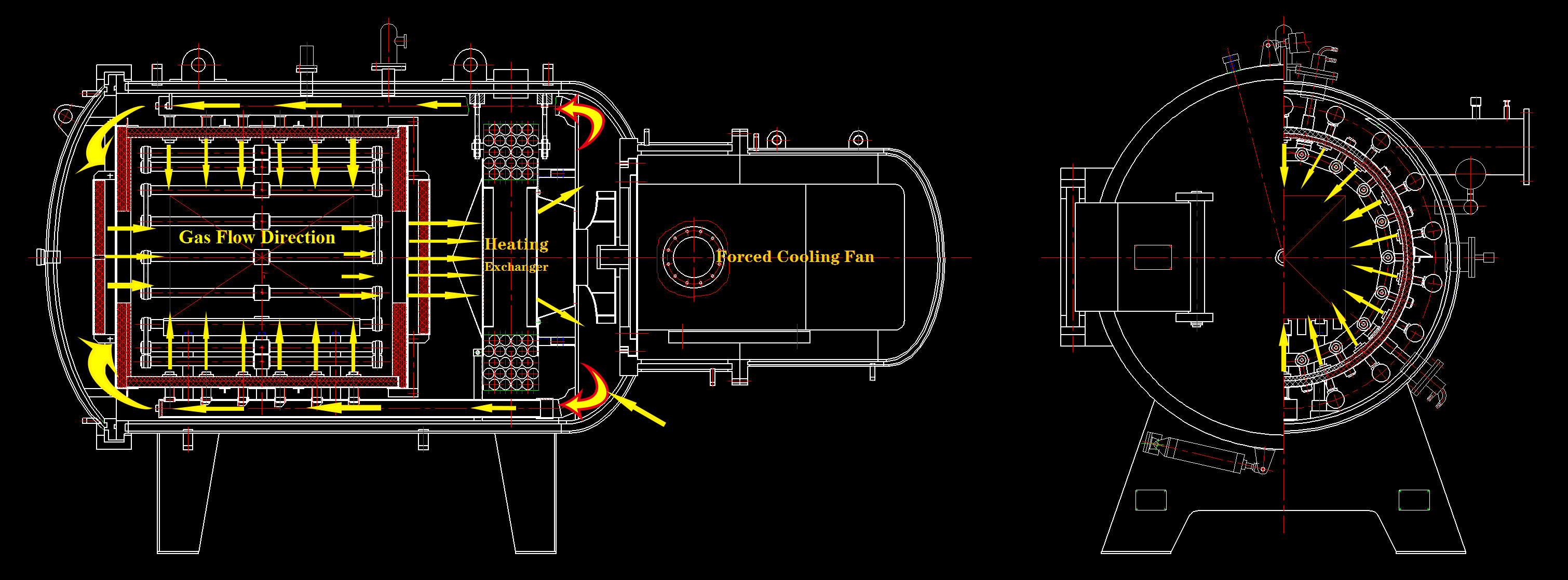
气淬设备的配置
在气淬过程中,设备导致的可变性包括∶淬火室为双室还是单室、淬火室的大小、淬火室的内部设计、风扇电机的功率、热交换器的换热能力、气体和冷却系统的设计、风扇的设计等。双室气淬炉的气淬室是与加热室隔离的独立的一个室(冷室)。这不仅仅是因为传热速度快,而且对于淬火室的设计可以进行优化,这样最大的加热效率和最大的冷却效率都可以得到兼顾。
气淬室的容积应当尽可能地小(典型的大小为3m³),以减少冷却气体的消耗量。尤其是当冷却气体不再循环使用的情况下,通常是在使用氮气作为冷却气体时,也应当尽量地减小再循环系统的大小(压缩机和储气罐)。冷室的内部设计应当尽可能地简洁以保证高可靠性和降低成本,并且必须符合ASME压力容器标准。注意冷却风机电机的功率应当满足冷却气体循环的要求,但其大小受冷却水冷却能力的限制。
气淬系统的热交换器的设计必须具备适合高压气流冲刷和良好的热交换性能。当具有较大表面积的厚大工件采用20bar气淬时,在淬火过程的最初儿秒种内热量的散发量特别大。因而,冷却水流不恰当、水压低或者流量低都将导致热交换器中的冷却水发生汽化/沸腾现象。更加糟糕的是,不畅通的冷却水管路因为压力的迅速增大而导致管路和热交换器的损坏。
在一年中的整个时段,控制冷却水的温度对取得稳定的结果是十分重要的。在夏季,热交换器中的冷却水温度会较高,淬火后检测工件的心部洛氏硬度时,会出现少许的软点。低淬透性钢制造的工件容易出现上述情况。
通常,对于气淬而言,冷却水的温度保持在27℃以下就足够了。但是,对于厚大的工件或者一些较难处理的合金,为了得到高的心部硬度应当使冷却水的温度保持在15℃以下。在淬火过程中监测冷却水系统出水口的水温是一种衡量冷却效率的极好的办法。
相关品牌:SIMUWU公司生产的真空油淬气淬炉是进行齿轮等汽车零件真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行,油冷气冷系统高效稳定,确保了淬火均匀,形变小。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

