


电视卫星天线的真空热处理
“直播星”是广播电视直播卫星的简称。直接广播卫星通过卫星将视像、图文和声音等节目进行点对面的广播,直接供广大用户接收。而直播星电视最重要的组件就是由平板天线构成的信号收发器。
平板天线,指的是一种仅在一个特定的方向传播的天线。平板天线一般用在点对点的情形下。它们被叫作“贴片天线”。平板天线有振子式、缝隙式等几种,它们集中的特点是体积小、重量轻、风阻小、安装使用方便;内置高频头使天线与高频头一体化,调节便利;平板天线的效率较高,特别适用于直播星电视的接收。
随着星载平板天线向高集成、轻量化和高性能的方向发展,对天线材料的力学性能要求越来越高。目前,星载天线的真空钎焊材料通常采用3A21铝合金,具有易加工及精度高等特点,但其基体强度低,焊缝最大抗拉强度只有基体强度的一半,已不能满足未来星载天线的强度要求。
6061与6063铝合金同属六系中等强度合金,具备良好的切削性能和优良的焊接性能。虽然真空钎焊后,抗拉强度和屈服强度会大幅降低,但可通过热处理强化方式将抗拉强度提升到要求的范围内,使整个材料达到设计要求。
平板天线属于大尺寸薄壁多层空心复杂结构部件,是直播星的重要部件,采用六系铝合金材料,对天线机械强度和平面度都提出了较高要求,保证这些要求的热处理强化工艺是天线制造技术中的关键工艺之一。
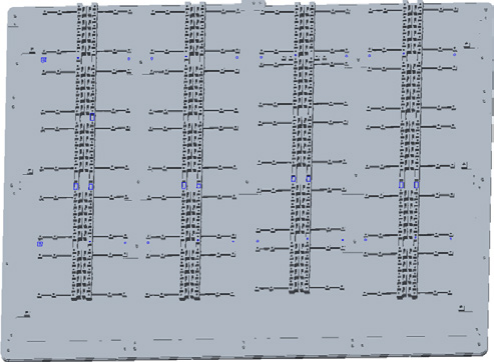

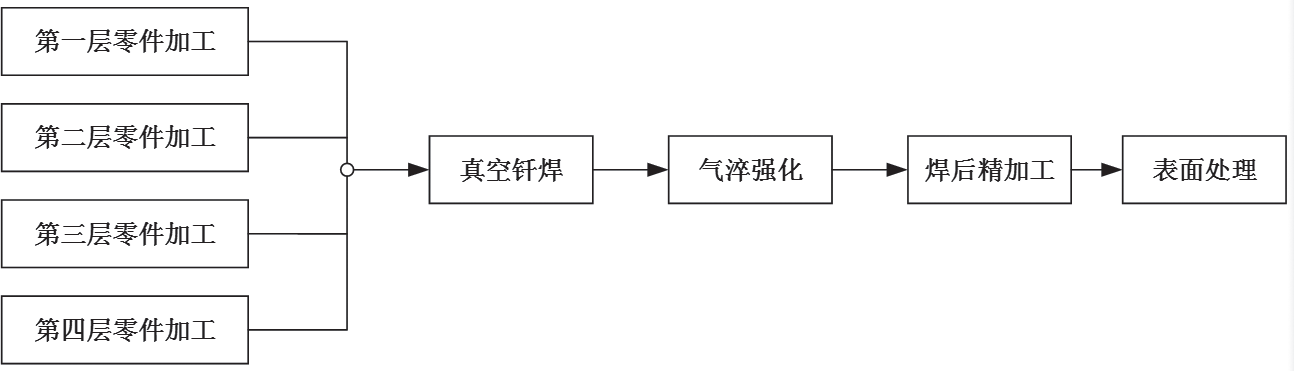
星载平板天线基本结构如图所示,外形尺寸为666mm×495mm×30mm,采用6063铝合金制造,天线经四层零件真空钎焊而来,最薄处0.8mm,属大型高精度薄壁多层空心复杂结构部件。天线辐射面分布有近千只0.8mm×2.6mm圆极化凸台,天线安装面装配有多台单机,对天线机械强度和平面度有较高要求。该天线的制造流程如下所示。
1.热处理强化工装设计:
天线变形的影响因素
为保证天线平面度要求,需设计专门工装控制天线变形,要求在满足刚度的情况下,尽可能减薄和简化夹具,以尽量减小对淬火冷却速度的影响。对天线平面度影响因素有∶
1)天线整体气淬冷却速度;
2)天线上、下及四周的冷却速度;
3)工装与天线的间隙余量,需要考虑工装与天线之间的不同热膨胀系数;
4)热处理强化过程中的加热和冷却时,天线与工装之间应保证能自由伸缩,防止高温下黏连产生的局部变形。
通过以上因素考量,设计了一种热处理强化过程专用保形工装,如图所示,天线位于工装中间。

设计包含了以下要点:
1)工装应让开天线辐射面圆极化凸台,为辐射面和安装面提供一个基准平面,该平面在固溶温度(540℃)下具有足够的刚性。
2)在保证热刚度的情况下,尽可能减薄和简化夹具,以尽量减小对淬火冷却速度的影响,工装呈框架结构,便于气淬时气体能从上下及四周吹到零件。
3)间隙设计考虑天线和工装的膨胀系数α,天线从20℃升温至固溶温度540℃的膨胀量计算得0.31mm,不锈钢工装膨胀量计算得0.12mm。综合考虑天线本身平面度和工装平面度,防止安装时局部间隙过小造成安装时或膨胀后发生挤压变形,因此安装后天线距工装表面间隙设计为0.55mm。
4)高温下防黏连在天线辐射面与工装贴合面,设置一层石墨纸。
5)夹具上设计有测温热电偶的固定孔。
2.淬火工艺参数:
铝合金淬火强化也就是固溶时效处理,是加热到较高温度后,控温冷却至固溶温度,冲入高压氮气强冷。因此固溶温度选为540℃,同时为了使铝合金内的元素能够均匀分布到基体中,固溶时间取2.6 h。
为了保证天线平面度和强度要求,宜采用合适的冷却速度。当真空气淬压强为0.08MPa时,冷却速率接近24℃/min,大于临界冷却速度7.2℃/min,既能保证天线强度要求,又能减小天线淬火变形。因此,真空气淬压强取0.08 MPa,同时采用天线上、下及四周多个角度同时吹入强冷氮气冷却,通过调整上、下及四周风吹的距离来控制天线的冷却速度。
具体淬火工艺如下:

通过分析了天线气淬变形影响因素,研究了铝合金真空钎焊后气淬强化工艺,并且设计了专用工装,最终在热处理强化过程中,基体材料和焊缝强度均得到提升,成功完成了制造任务。
设备选择:除了良好的工艺设计,对真空热处理设备的选择也是完成工艺的重要因素。SIMUWU公司生产的RVGQ真空气淬炉是完成此类工艺的绝佳选择。其工艺性能能完全满足此类热加工的需求,拥有良好的温控精度,均温性和气淬均匀性。全程PLC控制,生产方便快捷。工艺可重复性高,生产稳定,质量产量均能够得到保证。

(文章来源于网络,如不允许转载,请联系我司删除。)

