


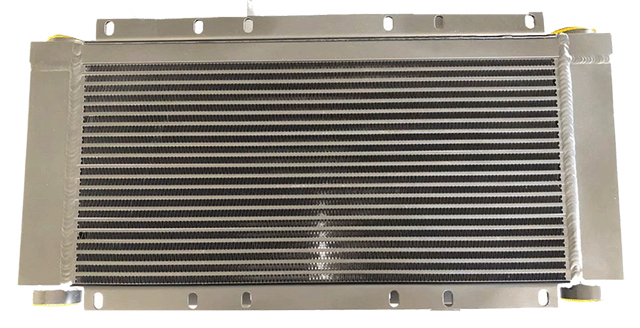
铝合金翅板式散热器真空钎焊
板翅式换热器具有体积小、重量轻、可处理两种以上介质等优点。广泛地应用于石油、化工、天然气加工等行业。板翅式换热器的特点有:
(1)传热效率高,由于翅片对流体的扰动使边界层不断破裂,因而具有较大的换热系数;同时由于隔板、翅片很薄,具有高导热性,所以使得板翅式换热器可以达到很高的效率。
(2)紧凑,由于板翅式换热器具有扩展的二次表面,使得它的比表面积可达到1000㎡/m3。
(3)轻巧,原因为紧凑且多为铝合金制造,现在钢制,铜制,复合材料等的也已经批量生产 。
(4)适应性强,板翅式换热器可适用于各种流体之间的换热以及发生集态变化的相变换热。通过流道的布置和组合能够适应不同的换热工况。通过单元间的串并联组合可以满足大型设备的换热需要。工业上可以定型、批量生产以降低成本,通过积木式组合扩大互换性。
但同时板翅式换热器制造工艺要求严格,工艺过程复杂。优质的铝制板翅式换热器产品紧凑度高、自身质量小,产品芯体组件由真空钎焊一次焊接而成。但是其结构特性也导致真空钎焊难度高,良品率低的缺点。为了提高真空焊接的合格率,就需要对零件前处理工艺、装配工艺和钎焊工艺进行严格把控。
板翅式换热器的结构特点:
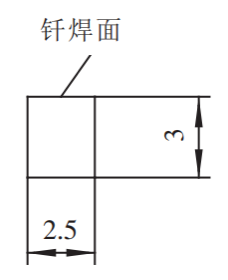
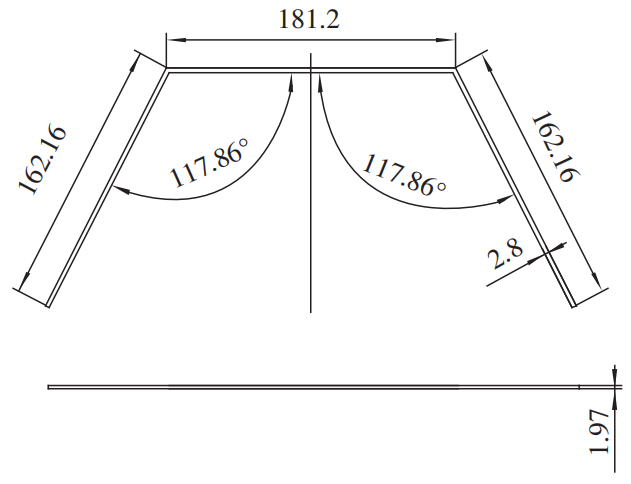
为了保证结构紧凑,钎焊面的宽度为2.5mm,焊接封条为梯形,翅片厚度只有0.1mm。具体情况如下图所示:
钎焊难点:
由于封条宽度小于常规封条的钎焊面宽度。钎焊面宽度的减小,直接减小了钎缝的宽度,对钎焊工艺要求更加苛刻。翅片厚度只有0.1mm,不但增大了翅片冲制难度,更主要是增大了钎焊难度。对钎焊温度控制精度和钎焊时间要求更精准。钎焊温度稍高或者保温时间稍长,就会造成翅片溶蚀,钎焊温度稍低或者保温时间稍短会造成钎缝内部缺陷(气孔、未焊透等)。
工艺流程:
1.零件清洗工艺
超声波清洗
超声波清洗的原理是由超声波发生器发出的高频震荡信号,通过换能器转换成高频机械震荡而传播到介质(清洗溶液)中,超声波在清洗液中疏密相间的向前辐射,使液体流动而产生数以万计个微小气泡,这些气泡在超声波纵向传播的负压区形成、生长,而在正压区迅速闭合。在这种被称之为“空化”效应的过程中,气泡闭合可形成超过100MPa 个大气压的瞬间高压,连续不断地产生瞬间高压就像一连串小“爆炸”不断地冲击物体表面,使物体的表面及缝隙中的污垢迅速剥落,从而达到物体表面净化的目的。超声波清洗的特点有:
(1)清洗彻底 清洗液容易渗透到清洗的金属工件的各个部分,即使是缝隙、孔眼、回槽等部分都能清洗到。
(2)环保、无污染 清洗液可以回收、过滤,重新利用,不会像酸碱清洗那样对人体及环境造成危害。
(3)产品清洗质量稳定 零件清洗过程中,全程实现自动化控制,只需输入相关参数,设备自动完成整个清洗过程,不受人为因素影响。
零件的清洗工艺参数:
(1)超声波气相蒸浴槽内部的蒸汽pH值严格控制在5~8之间。
(2)气相蒸浴槽内部的蒸汽温度严格控制在90~93℃之间。
(3)翅片清洗时间按3min设定,隔板和封条按2min清洗时间设定。
2.零件装配工艺
(1)装配应在无尘的装配间进行,装配夹具(专用夹具)、垫板及配重块应进行去氧化皮处理。
(2)装配间空气相对湿度60%~70%,温度冬季16~18℃,夏季控制在(20±5)℃。
(3)装配人员必须戴细纱手套,不得裸手接触零件。
(4)装配高度达到理论值后,校正平面度、对角线偏差,然后用力矩扳手拧紧上下夹具板,力矩值控制在105~110N*m范围内。
3.真空钎焊工艺
1)真空钎焊原理
在真空环境下,当钎焊温度低于基材熔点且高于钎料熔点时,钎料熔化,然后通过毛细浸润作用进入并铺展到零件间的间隙内。当钎焊温度降低时,钎料凝固,通过凝固的钎料将零件钎焊到一起。
2)钎料的成分
钎料是附着在金属板两面的包覆层,其包覆层厚度应控制在0.1~0.4mm之间,其成分为Al-Si-Mg 合金。
3)真空钎焊工艺参数
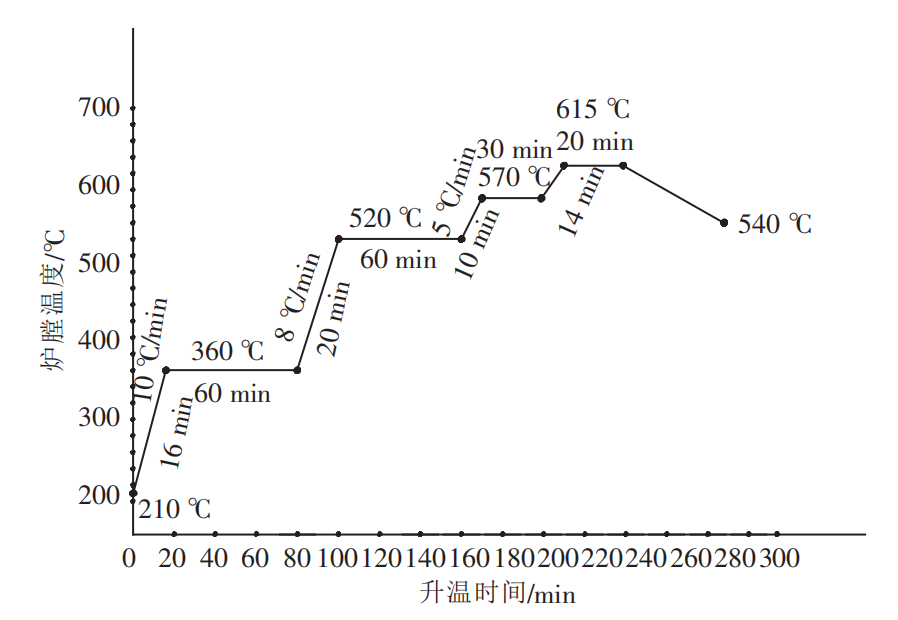
真空钎焊工艺参数主要包括真空度、加热速度、钎焊温度、保温时间及冷却速度。该产品真空钎焊温度-时间工艺曲线如图所示。
(1)真空度
钎焊加热前,先抽真空,真空度不得低于4×10~2,开始加热。
(2)加热方式
采用阶梯升温方式,升温至500 ℃左右时,保温并保证工件受热均匀(炉温均匀性≤±3℃),然后继续加热至钎焊温度,保温钎焊。
(3)钎焊温度
主要依据钎焊情况,一般高于液相温度线25-50℃,低于此温度,钎料虽然已经熔化,但固态结晶还未彻底解体,流动性差温度过高,由于3A21液相线温度是654℃,会产生过烧,甚至熔化,另外,母材和钎料还可能产生溶蚀。
(4)保温时间
保温时间主要依据结构的复杂程度而定,既要保证钎料在钎缝中能充分润湿,也要保证不会产生溶蚀等缺陷。
(5)冷却速度
冷却速度对钎焊质量也有影响,冷却过快容易产生应力,甚至可能使接头产生裂纹冷却过慢又会使晶粒长大,所以,一般情况随炉冷却。
(6)出炉
当炉温降至200℃后,打开炉门,取出工件,空冷至室温。
(7)产品检查:产品表面铮亮、无发黑现象,钎缝饱满,钎缝角圆润,无表面气孔、脱焊等缺陷。产品内腔通入2.6 MPa(表压)的空气在水中做气密试验,保持5 min未发现漏气现象。
设备选择:在掌握了相应的工艺后,需要选取合适的真空炉进行操作,才能保证足够的良品率。目前SIMUWU公司最适用的产品系列为RVB-L低温真空钎焊炉。具有温度准确性高,真空度高,加热区均温性好等特点,是进行铝合金翅板散热器真空钎焊的理想设备。

(文章来源于网络,如不允许转载,请联系我司删除。)

