


压缩机叶轮真空热处理
叶轮又称工作轮,是压缩机转子上最主要的部件。叶轮随主轴高速旋转,对气体做功。气体在叶轮叶片的作用下,跟着叶轮做高速旋转,受旋转离心力的作用以及叶轮内的扩压流动,在流出叶轮时,气体的压力、速度和温度都得到提高。
丙烯压缩机的叶轮不仅承受高速旋转所产生的离心力和旋转产生的振动力,而且还受低温环境的影响。作为离心压缩机的关键部件,叶轮不仅要具有良好的综合力学性能,还应根据其服役条件具备一定的低温力学性能。
25Cr2Ni3Mo钢是根据钢的合金化原理并考虑到压缩机转子的制造特点,在国外电站设备用钢ASTMA-1100No8等基础上,适当调整C、Cr、Mo和Ni等主要元素的含量研制而成的,特别是合金元素的配比是材料低温性能的决定性因素。25Cr2Ni3Mo钢已在压缩机中得到了广泛应用,目前对该材料进行真空热处理的还比较少。

真空热处理具有无氧化、无脱碳、可保持零件表面光亮的热处理效果,同时还有使零件畸变小、节能、不污染环境且便于自动控制等优点,因此已被广泛用于高性能设备零件的淬火处理。对于25Cr2Ni3Mo钢来说,其锻造工艺采用电渣重熔冶炼,钢锭锻造成型。之后的热处理可以采用叶轮在真空炉中加热,随后进行油淬或者气淬的工艺,来保证其强度和表面性能,减少加工误差,增加生产效率。
真空度与淬火温度:
25Cr2Ni3Mo钢叶轮对于真空度的要求并不是很高,仅需防止表面氧化即可,故试验选择的真空度为1.33×10-2~1.33×10-3Pa。25Cr2Ni3Mo钢的淬火温度选定为830~870℃。
工艺流程:
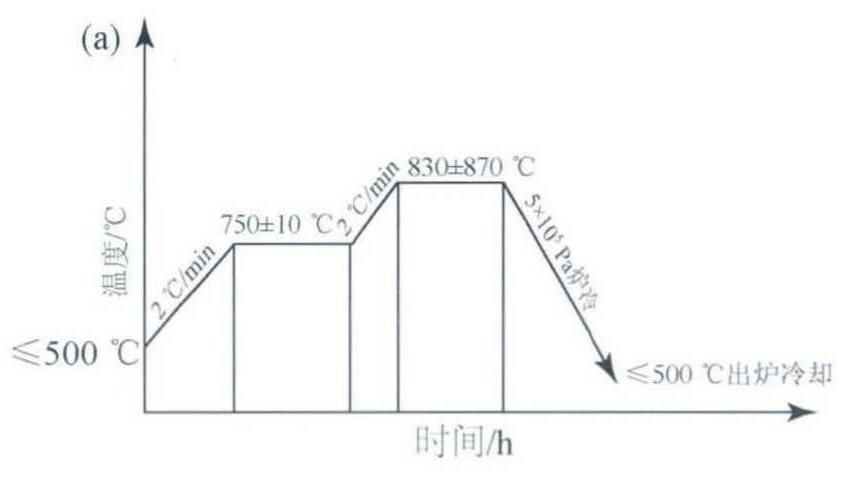
叶轮装炉后,关闭炉门抽真空。至极限真空度后,开始加热,采用较低的升温速度(2℃/min)升温,以减少炉膛与工件之间的温差,防止工件畸变与开裂。提高预热温度可以减少工件的内外温差,缩短预热时间,而最终淬火温度下的保温时间应适当延长,以使钢中的碳化物充分溶解。叶轮预热温度为750℃,保温时间根据叶轮厚度计算,保温时间超过30分钟。然后再缓慢加热到淬火温度,保温时间根据叶轮厚度计算,在20分钟以上。
为了使叶轮具有最优综合性能,淬火的冷却速度应该严格控制。分析发现,气体的冷却速度是决定气淬效果的主要因素之一,喷嘴到工件的距离超过一定值后气淬的速度会急剧降低,只有保证一定的冷却速度才能得到马氏体组织。因此,将叶轮采用5×105Pa的冷却速度淬火,冷却至50℃出炉空冷,具体工艺如图所示。
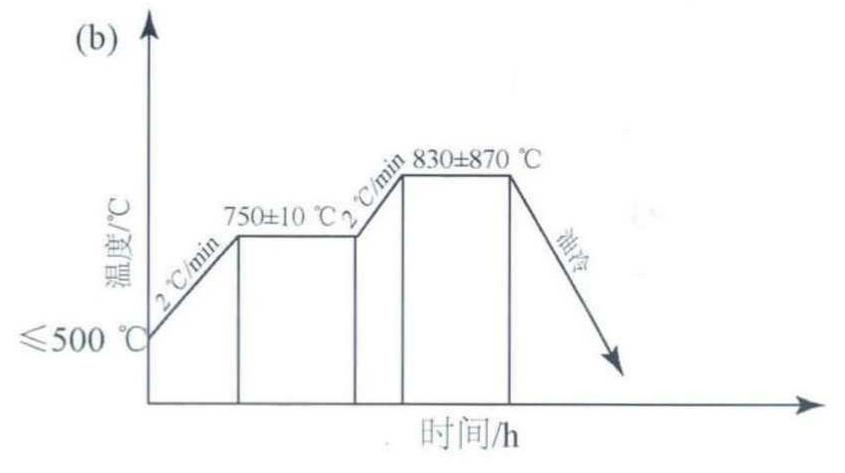
除了气淬工艺以外,叶轮也可以采用油淬,具体工艺也在下图中。
回火工艺:
根据技术要求,叶轮经过真空加热、淬火后进行回火处理,由于淬火后的25Cr2Ni3Mo钢硬度较高,而且存在较大量的内应力,因此必须进行高温回火,以消除应力,从而降低材料的硬度,提高材料的综合性能。25Cr2Ni3Mo钢叶轮采用610℃回火,回火后冷却到50℃出炉空冷。
油淬与气淬的区别:
25Cr2Ni3Mo钢一般采用油淬,淬火过程中的冷却速度非常重要,直接影响调质后的力学性能。为了得到良好的力学性能和表面组织,必须提高钢的淬火冷却速度,对于气淬而言,气体的冷却速度是影响气淬效果的主要因素之一。经5×105Pa气冷的叶轮力学性能与油淬叶轮的基本一致,没有明显的区别,但是油淬的叶轮略显灰色。
设备选择:SIMUWU公司生产的VOGQ和RVGQ系列真空热处理炉是进行钢制叶轮零件真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)


