


手术钳真空钎焊——热处理工艺
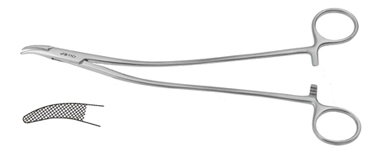
持针器是一种用于夹持缝针及打结的手术器械,在其工作端需要采用镶嵌技术镶入硬质合金,以获得更好的耐磨、防滑性能及便于维修更换。近年来,在此类产品上采用真空钎焊热处理复合工艺,即将原真空钎焊与真空热处理二道工序合二为一的工艺,得到了越来越广泛的使用。
有关不锈钢与硬质合金的真空钎焊,近年来已经得到了广泛运用。真空钎焊是一种在真空气氛中不用钎剂而连接零件的先进工艺。与其他焊接方法相比,具有不会出现氧化、增碳、脱碳及污染,焊接接头的清洁度和强度较高等一系列优点。而真空热处理在保持硬质合金高硬度、高耐磨性的同时,能明显提高韧性和强度。对马氏体不锈钢而言,采用钎焊-热处理复合工艺后,可以在完成钎焊的同时达到淬火目的,具有明显的质量、成本、效率等优势,是一种值得推广应用的工艺方法。
产品原先的加工工序∶机械加工→淬火→工作端高频焊接→表面处理→检验。这种工艺流程的缺点是∶工件经过整体淬火后再作局部焊接,焊接热会改变工件的局部组织状态,不仅影响产品的力学性能和耐腐蚀性能,也影响产品的使用性能;其次,焊接基本是手工操作,质量控制难度大;再次,焊接与热处理分开操作,工期长,能耗高。改进后的加工工序为∶机械加工→真空钎焊/淬火→表面处理→检验。其中主要改进之处在于采用钎焊+淬火的复合工艺,即焊接和热处理同时完成,除降低能耗、提高工效、改善作业环境外,还克服了原有工艺的品质缺陷。
材料尺寸:
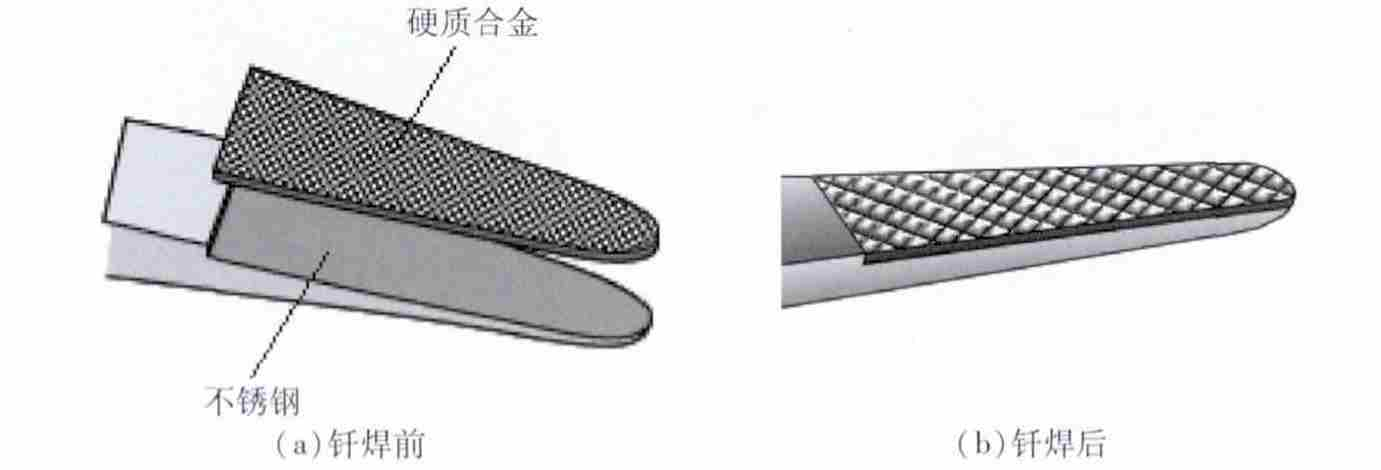
工件基体材料为20Cr13钢;硬质合金为K40,相当于YG11,尺寸为15mm×5mm×0.8mm;焊料为镍基钎焊料。
工件的焊接和淬火设备为国产真空高压气淬炉。工件有效厚度约为5 mm,淬火冷却气体为高压99.999%高纯氮。工件基体最终硬度为44 ~45 HRC。

真空炉技术参数:
最高加热温度1320℃
炉温均匀性±5℃
最大加热功率 160kw
极限真空度4×10-1Pa
工作室尺寸 600×600×900mm
抽空时间30min
最大冷却压力0.6MPa
工艺流程:
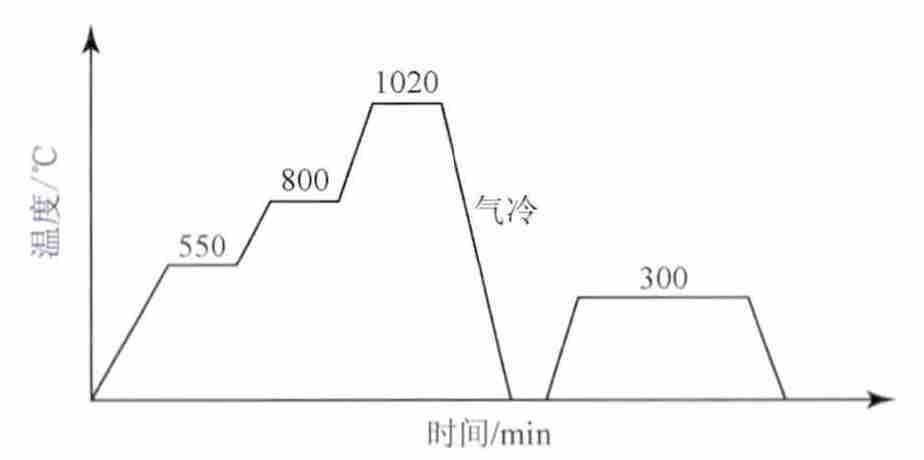
尽管钎焊和热处理是不同性质的工艺,但对于马氏体不锈钢而言,这两种工艺存在诸多共同点。而钎焊淬火复合工艺是否切实可行,取决于能否兼顾二者的特性。真空淬火工艺的基本参数包括真空度、加热速度、加热温度、保温时间及冷却方式等;而真空钎焊工艺的参数通常也包括真空度、加热速度、钎焊温度、钎焊时间及冷却方式等。在制订工艺时,最终加热温度的设定既要考虑不锈钢的正常淬火温度,同时也要保证不影响硬质合金的综合性能。20Crl3钢的淬火温度通常为1000℃左右,故选择熔融温度与之相近的镍基钎焊料(以工作温度超过钎料熔点25~60℃为宜),以使钎料的流动性和润湿性处于最佳状态;在真空条件下加热,低温时炉内真空度为4~4×10-2 Pa;加热至800℃以上时,向炉内充入适量氮气,以防止20Cr13钢的Cr元素挥发;加热速度以保证炉内析出气体被充分抽出及工件受热均匀为前提,方法是缓慢升温,并进行550℃和800℃二段预热;根据工件的有效厚度和一次装炉量等因素确定钎焊/淬火加热时间;在炉中完成高压气淬。具体工体如下。
真空钎焊-热处理要点:
经真空钎焊一热处理复合工艺处理的手术器械实际操作中产生的缺陷有焊缝气孔和硬质合金开裂。防止出现焊缝气孔的主要措施是精确控制加热温度和保温时间。加热温度过高或保温时间过长会使钎料烧损蒸发;而加热温度偏低,则钎料流动性差,形成虚焊;保温时间过短,钎料与母材之间来不及形成足够的冶金结合,会造成焊缝气孔,严重降低焊缝强度。
硬质合金开裂现象主要与加热和冷却速率有关,特别是在冷却过程中,不能忽视焊接所产生的应力。由于二种材料的膨胀和收缩系数不同,焊后不能同步收缩,加热和冷却过程中会在焊缝区形成很高的残余应力,会降低焊缝的抗剪切强度。焊接和淬火是不同的工艺,二者的工艺参数有相似点,但也有差异。例如,从焊接角度看,为了避免硬质合金表层与心部因温差过大而引起开裂,钎焊时应控制好加热和冷却速度,不宜急冷急热。制定钎焊一热处理复合工艺时应兼顾二种工艺的特点,工件真空钎焊后的冷却速度以接近但不低于马氏体不锈钢的临界冷却速度为宜,在650~550℃范围内的冷却速度应达到10℃/s左右。
要获得理想的焊接效果,应进行适当的焊前处理∶清除表面油渍及杂物,确保钎焊面平整、清洁和干燥。20Cr13钢的钎焊面采用金相砂纸去除表面氧化层,K40钎焊面用金刚石研磨膏磨亮钎料尺寸应略大于钎焊面,用专用夹具将焊接处与钎料固定,以防钎焊时工件偏移。由于钎焊是依靠毛细作用使钎料填满间隙,所以要控制好焊接面的间隙尺寸。接头间隙对钎缝的致密性和强度的影响很大。镍基钎料的接头间隙比其他钎料要小,一般为0.02~0.10mm。
工艺技术必须要搭配优秀的设备才能发挥作用,其中真空钎焊中所选取的钎焊炉至关重要。SIMUWU公司生产的RHVB真空高温钎焊炉是处理此类工艺的优秀产品。凭借其优秀的温控精度和温度均匀性,能够平整均匀地进行实现工件的钎焊,从而达到高层次的钎焊水准,减少废品率,增加生产的效能同时降低成本。

(文章来源于网络,如不允许转载,请联系我司删除。)

