


服装裁剪机高速钢直刀片真空热处理技术
服装制造行业近年来发展迅速,在中国进入世界贸易组织以后,服装出口不断扩大,产品式样增多,制衣业取得了长足的发展。随着人们生活品位的不断提高,对日常穿着用品也提出了更高的要求。这给国内服装厂和设计、加工设备及裁剪工具生产企业带来了巨大的商机。刀具主要使用W6Mo5Cr4V2钢板经冲裁加工制成的刀片,原来是在外协热处理厂用盐浴油淬、低温回火后,在厂里经磨削工艺去除盐渍油污,耗时费材。而采用真空淬火炉进行氮气气淬热处理,就可以采用较薄的高速钢板经淬回火后在专用的抛光机上快速抛光,刀片不产生氧化脱碳,且表面光亮清洁,能省去磨削工序,降低材料成本,取得较好的经济效益。
新型电脑裁剪机用刀片的生产若采用光亮真空热处理及抛光加工技术替代传统的盐溶加热后油淬和磨削技术生产的工艺,具有重大的意义。首先,可以采用较薄的高速钢板经真空淬回火后在专用的抛光机上经快速抛光,表面光亮清洁,经测算能节省约20%的材料成本;其次,能省去磨削工序,降低人工成本,取得较好的经济效益;再次,刀片、衬片不产生氧化脱碳,使得硬度均匀,表观特别光洁,从而提高了产品使用性能等质量指标。故新技术可降低高速钢材料消耗和生产成本,提高产品的品质。
某厂以前采用W6Mo5Cr4V2高速钢制造刀片和刀架衬片,经盐浴炉1200℃加热油淬和磨削的生产工艺,现改用W6Mo5Cr4V2钢的直刀片和W3Mo2Cr4VSi钢的刀架衬片,采用光亮真空加热保温后氮气淬火处理与抛光工艺。
真空热处理工艺:
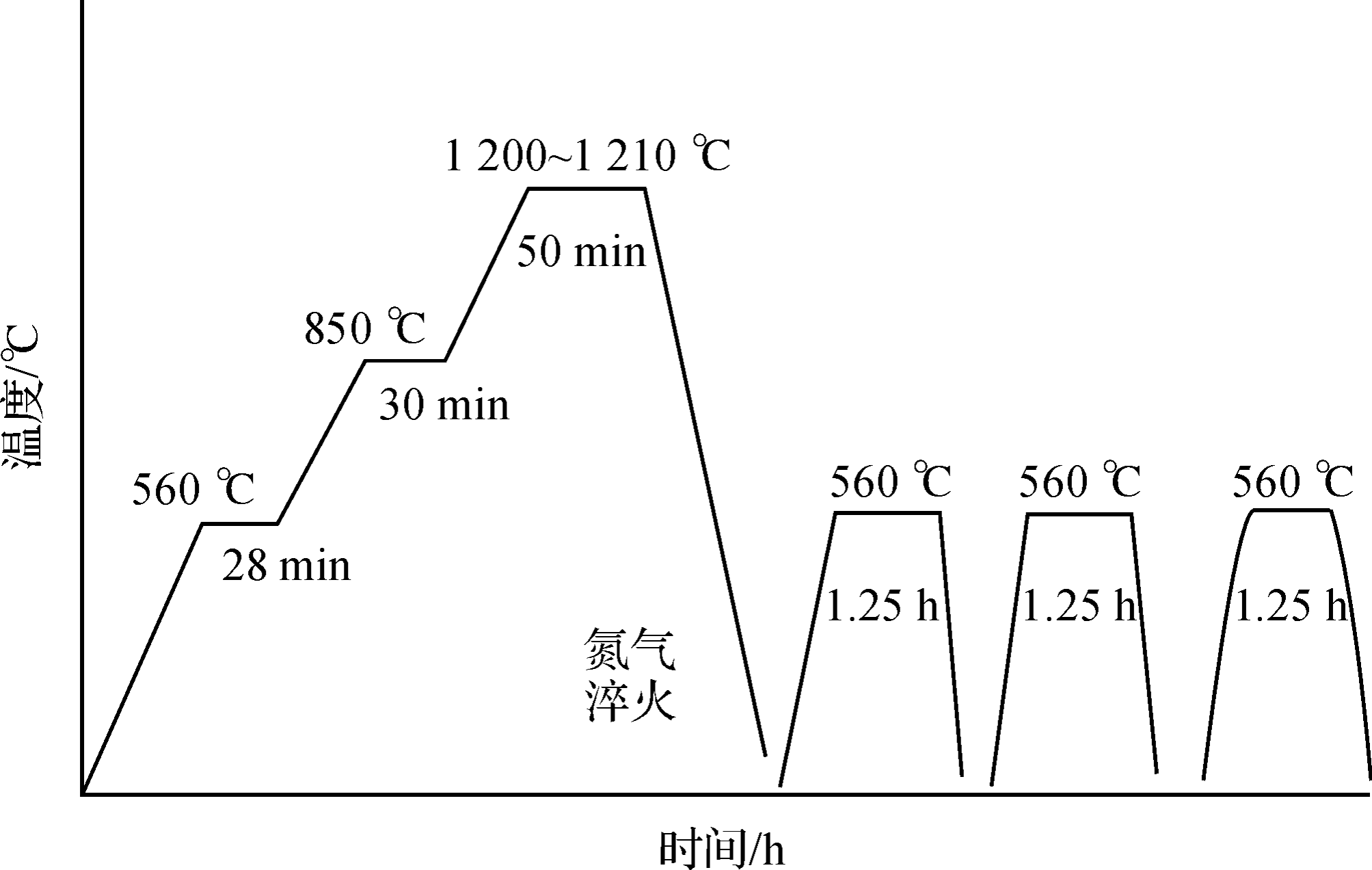
直刀片尺寸为∶长420mm、宽24mm、厚0.7mm。真空淬火、回火工艺如图所示。真空加热时直刀片采取叠片夹紧方式装炉,加热时间根据刀片的宽度确定,通常由于在真空中加热只有幅射传热而无空气对流传热,加热缓慢,故保温时间取盐浴炉的2倍或箱式炉的4倍。充分均匀加热之后充入氮气进行气淬。
回火在4kW箱式实验炉中进行,工艺参数如图。回火温度过高,直刀片就没有弹性,温度低了或时间短了,回火都会不充分。实际生产在30kW箱式保护气氛炉内回火,考虑到炉内温度难免有所不均,故选取1210℃淬火后的最佳回火参数∶565℃×75min,3次或4次,能确保直刀片有弹性。
刀架衬片热处理工艺:
为了节约材料成本,某厂使用了国产研制的低合金高速钢种W3Mo2Cr4VSi钢板制作刀架衬片,其材料费用比W6Mo5Cr4V2钢便宜20%~30%。对刀架,只要求保证有良好的耐磨性,不要求弹性,在真空炉内加热到约1160℃保温后氮气气淬,生产工艺参数为∶540℃×75、120、60min各回火1次,能代替W6Mo5Cr4V2钢满足刀架衬片的耐磨性要求。
真空热处理要点:
高速钢刀片经淬火与回火后的硬度越大,其摩擦系数就越小,磨损率也越低。要控制W6Mo5Cr4V2钢制裁衣刀片热处理后的硬度值(HRC)在60~65以内,在保证耐磨性和使用寿命的前提下,使刀片有较好的弹性,工作中受弯折时能自动弹复不变形。有少量的下贝氏体不影响刀片的使用寿命,还能增加强韧性,弹性好于盐浴淬火获取的全马氏体组织钢件。如果工艺处理过程中存在着淬火硬度不足及同一炉处理的刀片上质量不均匀,或者有时刀片会发生塑性变形不能弹复原形的情况,就会影响产品的质量和企业的信誉。
采用光亮真空热处理及抛光加工技术替代传统的用盐浴油淬和磨削技术生产创新型电脑裁剪机用刀片,可降低材料的消耗和生产成本,提高产品的品质。W6Mo5Cr4V2钢制裁衣刀片热处理后的硬度值(HRC)在60~65以内,工作中受弯折时能自动弹复不变形,满足耐磨性要求。采用W3Mo2Cr4VSi钢板制作刀架衬片,经1160℃真空加热氮气淬火540℃回火,完全可以代替W6Mo5Cr4V2钢的刀架,节省20%~30%的材料费用。
目前,多家企业已确定了能保证刀片质量的最佳工艺参数,使得硬度分布均匀,废品率降低,表观特别光洁,满足了产品的使用性能等质量指标要求,并在国内纺织服装制造工具市场畅销、供不应求,还开始打入国际市场。用0.7mm薄钢带取代0.9mm钢带制刀片,为企业节省了材料成本,产生了增加20%利润的经济效益。
设备选择:SIMUWU公司生产的RVGQ系列真空热处理炉是进行刀具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

