


铝合金压铸模具真空热处理
铝合金压铸模型腔、型芯、滑块、顶杆、浇口等核心零件在工作中随液态铝合金高温、浸蚀、冲刷、急冷急热作用,常以塑性变形、磨损、开裂、疲劳龟裂等形式失效,要求选用的钢材具有足够高的高温屈服强度、断裂韧性、热磨损抗力、热疲劳抗力和冲击韧度。
模具制造厂根据零件的重要程度和寿命要求选择普通电炉、炉外精炼、电渣重熔、真空电渣不同质量档次和价格水准的轧材或锻件。零件热处理加热过程中,表面产生的脱碳、增碳、合金元素贫化都将导致零件使用中发生早期龟裂,所以需要真空热处理,这对已精加工成型再处理的零件尤其重要。钢中残存的有害气体及某些非金属夹杂,在真空加热条件下先由里至表进行扩散,进而脱离工件被排出炉外,完成固态相变下对工件进一步真空提纯。

真空炉设备选择:采用SIMUWU公司生产的RVGQ-669真空热处理炉,有效区600*600*900mm。RVGQ系列真空炉是进行工模具真空热处理工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。
SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

真空热处理工艺:
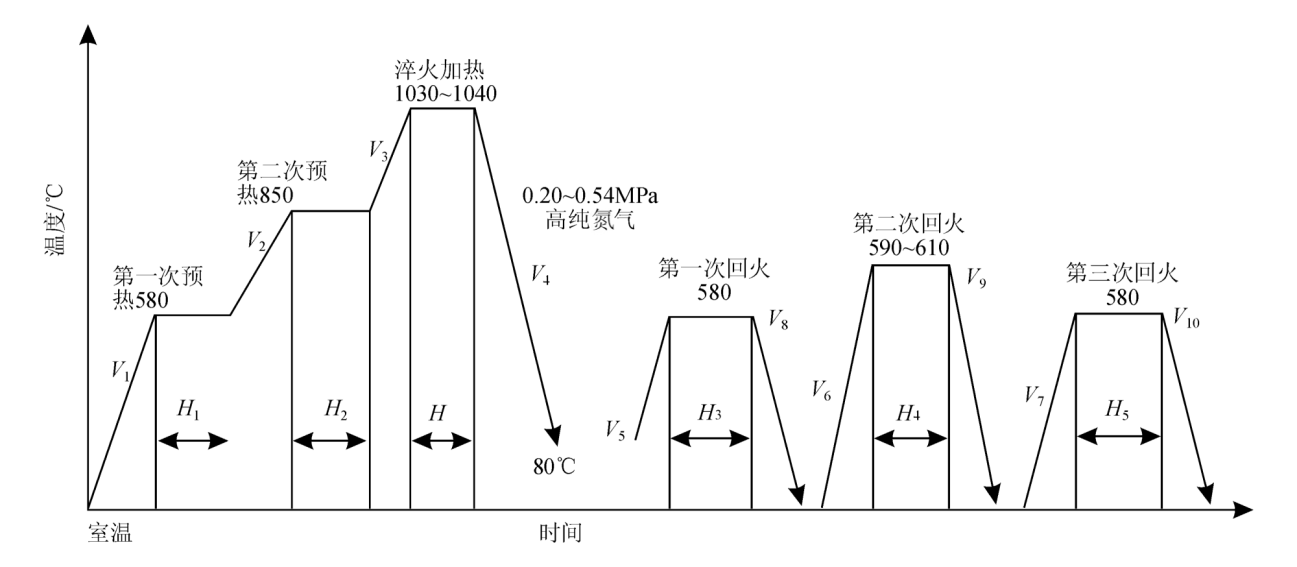
真空热处理炉采用人机对话的全电脑自动控制、记录系统。下面对工艺曲线各阶段的参数设定予以说明。
1.预热
第一次预热的主要目的是消除零件淬火前机械加工中产生的加工应力,防止、减小加热过程中引起淬火畸变,预热温度高消除应力效果明显。预热温度选定为580℃,加热速度8℃/min保温时间是淬火加热保温时间的2倍,真空度设定为2.66Pa。
第二次预热采用 850℃,加热速度为12℃/min真空度设定为26.66Pa保温时间为总加热时间的三分之一。
淬火加热与冷却
淬火加热及随后的保温是使合金元素充分溶解并完成奥氏体均匀化。在1000 ~1100℃淬火加热时,淬后硬度都可超过55HRC。考虑到奥氏体晶粒不粗大、获得细针状淬火马氏体,将淬火加热温度选定为1030~1040℃。保温时间受电炉功率、装炉量、装炉方式和工件大小等因素影响。保温时间不应过长,不仅是为了节约用电、降低成本,主要目的是防止晶粒粗大。保温时间按照30min+工件英寸数*10min来计算,此工艺设定时间为50分钟。
加热速度V=12℃/min,为防止碳以及合金元素蒸发,真空度控制在26.66Pa,保温后移至冷却室,根据工件大小和装炉量选择(0.20~0.54MP)高纯氮气(99.999%)进行高压气淬。冷却速度除与氮气压力有关外还与冷却室热交换能力有关。由于淬火冷却风机功率和热交换器水流量都很大,能够确保较大规格零件具有足够高的淬火硬度和硬化层深度。冷却过程中不进行等温停留,连续冷却至80℃出炉。
真空回火
采用真空下保温、随后低压快冷、室温出炉是确保零件高温回火表面无氧化脱碳的关键,回充高纯氮主要是使炉温均匀、提高加热速度、调节真空度。4C5MoSiV1钢采用三次高温回火,每次的加热速度都采用8℃/min根据各炉次零件的具体要求,冷却速度选择005~0.12MPa进行快冷,或300℃出炉继续风扇吹冷,或冷至室温出炉。
第一次高温回火的主要目的是使零件具有足够高的硬度。4C5MoSN1钢500℃左右属回火脆性区,故选择580℃进行第一次回火,既避开了脆性区又有利于获得尽量高的回火硬度。第二次高温回火的主要目的是使硬度稳定。4C5MoSiV1钢采用590℃回火达到49HRC时具有强度、韧性、耐磨、抗冷热疲劳最佳搭配的综合性能。要求50HRC以上时应选用580℃回火,要求46~48HRC时采用 600℃左右回火。第三次回火的主要目的是充分消除淬火过程中产生的热应力和组织应力,选择比第二次回火低 5 ~10℃进行保温,回火过程真空度的控制根据零件的要求决定,有的在高真空下回火,有的脉冲回充高纯氪在低真空下保持。
具体工艺曲线如下:
真空消除应力处理
为了提高压铸模具的使用寿命,包括预热、油循环冷却系统在内的模具结构应合理、正确。从零件负荷与材料强度的角度对型腔、导正、抽芯、加热、冷却等系统进行合理布局,避免危险截面,减小应力集中。零件加工中应使设计者的理念与意图得到充分贯彻,注意加工细节(如清除内孔与盲孔内的残存铁屑)防止产生磨削裂纹、磨削回火、磨削淬火去掉线切割、电火花加工产生的变质层、凝固坑、细微发裂。模具使用中应严格预热,不冷打,不超温,最好在350℃左右恒温作业;杜绝补焊后不经回火直接使用投产后应建立和完善模具维修保养制度,进行真空消除应力处理。
消除应力处理主要应用在如下三个方面∶
(1)零件淬火前消除应力 粗加工后精加工前客户要求处理的,零件形状复杂容易产生淬火畸变的,冷加工残余应力大的都需在淬火前单独进行一次消除应力处理。
(2)投产后达到一定使用寿命的零件在保养过程中进行消除应力处理,可以推迟初生裂纹形成的时间。也有资料推荐,经电火花加工装配前的工件,新模生产约1500模次后的工件,每批量生产1万模次后的零件都需要消除应力处理。
(3)补焊以后的零件
4C5MoSiV1钢补焊后在空冷条件下,会使焊接部位形成淬火马氏体组织,若不进行消除应力回火直接投产使用,易造成早期开裂。消除应力处理采用550~560℃加热,真空度先设定2.66Pa。
采用上述处理的铝合金压铸模具,精度高,使用寿命长,能够在长期的使用中保持质量,完美适应加工需求。
(文章来源于网络,如不允许转载,请联系我司删除。)

