


硬质合金与马氏体不锈钢真空钎焊及热处理一体化工艺
WC硬质合金具有很高的硬度、耐磨性、良好的红硬性、较小的热膨胀系数以及良好的化学稳定性等一系例优点,因此得到广泛应用。但硬质合金的塑性和韧性较差,而且价格昂贵,一般,硬质合金零件的尺寸都比较小,必须固定在一个较大和较厚的支承材料上。
2Cr13 马氏体不锈钢具有很高的硬度、耐磨性和耐疲劳特性,并具有优良的耐热性和耐介质腐蚀能力。用马氏体不锈钢做为硬质合金工具的支承材料,不仅可以提高工件整体的耐磨性和耐腐蚀性,从而提高其使用寿命,还可显著降低工件的成本。真空钎焊以其显著的优势得到了越来越广泛的应用,在真空炉中采用真空钎焊及热处理一体化的工艺省去了二次奥氏体加热,可在一定程度上降低成本。
母材2Cr13及YG8均加工成尺寸为16.5mm×16.5mm×5mm。所用钎料为片状CuMnCo合金,其成分(质量分数,%)为∶86~88Cu,9.5~10.5Mn,2.5~3.5CO,其熔化温度范围为991~1045℃。
焊前处理∶将2Cr13的钎焊面及铺展面以及CuMnCo钎料表面氧化皮去除,YG8的钎焊面及铺展试验面磨亮,且都要保证面的平整。然后用丙酮浸泡10min左右,并用脱脂棉擦拭清除表面油渍及杂物,吹干。
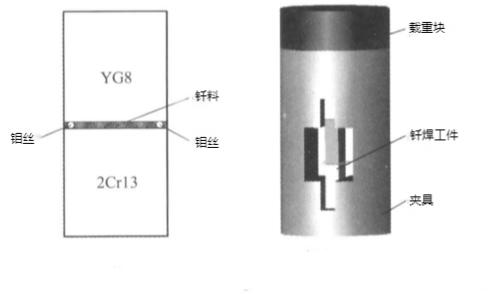
选取母材16.5mm×16.5mm的面为铺展试验面,16.5mm×5mm的面为钎焊面,钎料用量根据具体的钎焊间隙来确定,尺寸尽量与钎缝接近。钎焊接头采用对接形式,硬质合金置于2Cr13不锈钢之上,接头形式装配如图所示。
钎焊及淬火在双室真空炉中进行,该型真空炉有热室和冷室。钎焊过程在热室中进行,钎焊温度下真空度保持在5×10²Pa以上。钎焊温度范围选为1040~1100℃。钎焊间隙为0.10至0.40mm。以11℃/min的速度加热至850℃保温30min,然后以10℃/min的速度加热至钎焊温度,保温15min,随炉冷却。按此工艺进行钎焊实验和铺展性实验。淬火过程在冷室中进行,钎焊后试样可直接由热室放到冷室进行淬火处理,其淬火温度为970℃,淬火介质为40℃真空油。
钎焊质量的影响因素
钎焊间隙的改变显著影响接头的抗弯强度,随着钎焊间隙的增加,接头的抗弯强度先增大后减小,当钎焊间隙为0.20mm时,接头的抗弯强度达到最大,当钎焊间隙为0.05mm时,接头断裂位置在硬质合金靠近钎缝处。
随着钎焊间隙的增加,钎焊接头形成冶金结合的能力逐渐减弱,过宽的钎缝使得原子间的扩散能力减弱,元素难以长程扩散至硬质合金侧和钢侧的界面区以形成足够的冶金结合,导致钎焊接头的力学性能变差。较小的钎焊间隙,虽然更容易使母材中的Fe与钎料中的Co反应产生大量的固溶体组织,形成较强的冶金结合,但过多的反应产物也会明显降低钎缝组织的塑性而不能有效地释放钎焊冷却过程产生的残余应力。适当的钎焊间隙才能有效释放钎焊接头的残余应力,并使接头形成足够的冶金结合。实践表明,在间隙为0.2mm时接头性能最好,为最佳钎焊间隙。
淬火对钎焊接头的影响
在钎焊温度1085℃、钎焊间隙0.2mm下,钎焊后炉冷与钎焊后淬火所得接头的抗弯强度对比可看出:钎焊后淬火所得接头的力学性能略小于钎焊后未淬火得到的接头。钎焊后淬火的钎焊接头的抗弯强度比未淬火时有所下降,但仍然较高,淬火优化了母材钢的组织,真空钎焊及热处理一体化工艺具有可行性。
设备选择:工艺技术必须要搭配优秀的设备才能发挥作用,其中真空钎焊中所选取的钎焊炉至关重要。SIMUWU公司生产的RHVB真空高温钎焊炉是处理此类工艺的优秀产品。凭借其优秀的温控精度和温度均匀性,能够平整均匀地进行实现工件的钎焊,从而达到高层次的钎焊水准,减少废品率,增加生产的效能同时降低成本。

(文章来源于网络,如不允许转载,请联系我司删除。)

