


层叠式铝蒸发器真空钎焊工艺
蒸发器是汽车空调中的重要组成部分,与暖风机芯、风扇、塑料壳体等构成空调组件,位于汽车仪表板的下部。它与冷凝器、循环贮液器、压缩机、温控阀和液管一起构成汽车的制冷系统。
层叠式铝蒸发器由于其良好的传热效率正逐步取代管带式蒸发器在轿车上得到更多的应用。它靠管片的叠加形成汽车制冷液流动的通道,通过相间布置的散热带增加传热效率。这种结构增加了钎焊缝的长度。由于制冷液的挥发性远远大于水,且在蒸发器中的制冷液处于气态时的密度较大,故对管片叠加所形成通道的密封性要求很严格,对钎焊的质量要求非常高。

在汽车零部件经济规模生产的条件下,层叠式铝蒸发器芯的钎焊工艺目前主要有2种∶氮气保护钎焊(属于可控气氛钎焊)和真空钎焊。采用氮气保护钎焊炉焊接层叠式蒸发器钎焊废品率相对较高。因此一般采用真空钎焊为主。目前的真空钎焊生产线已经能达到双班每年生产20万套层叠式铝蒸发器芯,其真空钎焊工艺方案如下:
真空钎焊方案
1. 原理
真空钎焊虽然没有钎剂的化学作用和还原气氛的还原作用,但能降低钎焊区的氧分压,可以除去焊件表面氧化膜,保护焊件不被氧化。
2.除金属表面氧化膜机理
a.氧化膜在高温、高真空中可自行分解∶氧化物分解压力>真空中氧分压。
b.镁蒸汽破坏金属表面氧化膜。真空钎焊为了防止钎剂腐蚀污染及钎焊后清理等问题的发生,一般不选用钎剂。而是采用比铝更活泼的金属置换氧,多选用镁金属。但随着Mg的加入,钎料对基体金属溶蚀作用严重,一般钎料中镁含量控制在1.0%~2.5%。
c.铝膨胀迫使三氧化二铝先破裂,使液态钎料由裂缝进入氧化膜,揭开氧化膜。
3.对钎料的要求
真空钎焊选用的钎料与氮气保护钎焊很相近,均为硅-铝钎料,但对成分的要求更加严格,钎料中不应含蒸汽压高的元素,不含在真空和高温下发生其表面氧化物显著分解的元素,否则会影响钎焊过程及钎焊质量。
4.工艺
真空钎焊工艺的设备一般由真空脱油机、真空钎焊炉、冷却间和一套循环装载传输系统构成,其结构紧凑。高真空系统主要由机械泵、风机、支持泵、扩散泵及高真空泵阀构成。
a.真空脱油
脱油流程∶把蒸发器装入传输系统的装载架至真空脱油室 180~200 ℃加热至 330~380 ℃,真空度到达999.92Pa后脱油。之后进入N2回填循环,完成增压降温后进行装载。
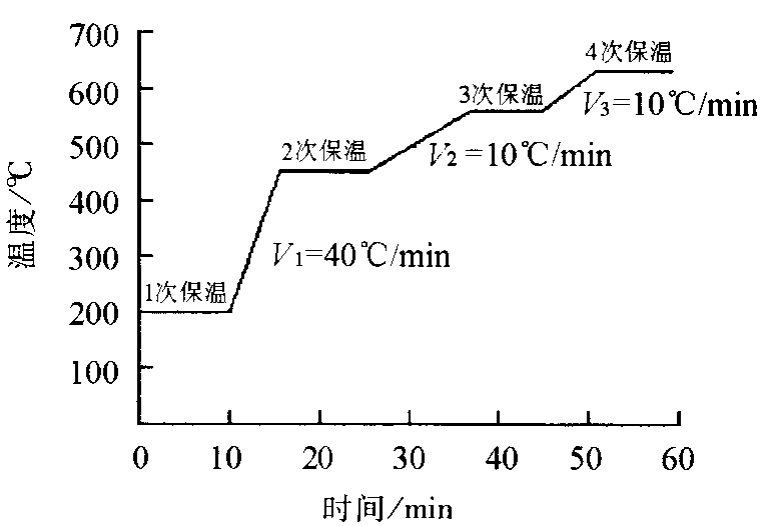
b.真空钎焊
将经真空脱油的装载架(带蒸发器)运入真空钎焊室中,其炉的升温工艺见图。炉温的加热速度、稳定温度和保温时间取决于工件的材质、形状、结构、尺寸、使用钎料形式及钎料结晶温度的范围。在升温过程中将炉膛抽至一定的压力,对于铝及其合金要求0.0013~0.0133Pa。高真空状态持续到干燥空气回填炉膛。当干燥空气连续回填使加热室压力达到大气压时,加热室的空气许可阀将打开。当工件温度降至200℃时,装载架出炉,移至风冷室,用风扇强制冷却,出室卸载,空装载架移至真空脱油前的装件工位。然后进行下一个循环。
除了采用正确的技术工艺外,真空钎焊中所选取的钎焊炉质量也是至关重要的因素。SIMUWU公司生产的RHVB真空高温钎焊炉具有温控精度良好,加热均匀性高等优点,是处理高温钎焊工艺的绝佳产品。在选取合适的工艺参数的前提下,能够实现高质量的真空钎焊。从而满足层叠式铝蒸发器的生产要求。

(文章来源于网络,如不允许转载,请联系我司删除。)

