


铝合金的真空钎焊都有哪些运用?
铝合金的钎焊方法主要有干燥空气氯化物焊剂钎焊法,盐浴钎焊法,氮气保护无腐蚀焊剂钎焊法和真空无钎剂钎焊法等四种。干燥空气法和盐浴钎焊法由于使用氯化物钎剂,其主要缺点是焊后必须清除焊剂残渣,因为残渣有腐蚀作用。而清洗工序需要消耗大量淡水,因而不可避免地要带来环境污染问题。残留焊剂的腐蚀及污染问题的存在促使人们对无钎剂钎焊技术进行大量的研究。真空铝钎焊技术应运而生。
真空铝钎焊是在真空气氛中,不使用钎剂而进行钎焊的一种先进方法。与传统的各种钎剂钎焊方法相比具有很多优点:
1.不使用钎剂和盐,因而没有加热时产生出的有害气体,免去焊后清洗工序,消除了环境污染问题。
2.真空钎焊在高真空状态下进行,去气彻底,不会出现气孔、夹渣等缺陷,能够得到良好致密的焊缝和接头。
3.无清洗不彻底而在工件上残留钎剂和盐引起的腐蚀问题,因而可延长产品使用寿命。
4.真空钎焊后的工件表面清洁光亮,外观效果良好。
由于真空铝钎焊工艺具有很多优点,当今世界上在广泛地应用这一先进技术。目前已引用到航空、航天、石化、电子、空气分离、低温、车辆、船舶、冷冻冷藏等各个工业部门。其中热交换器是一个重要方面。具体产品产要有汽车空调的蒸发器和冷凝器、汽车散热器、机油冷却器、中间冷却器、空气分离设备中的板翅式换热器等。
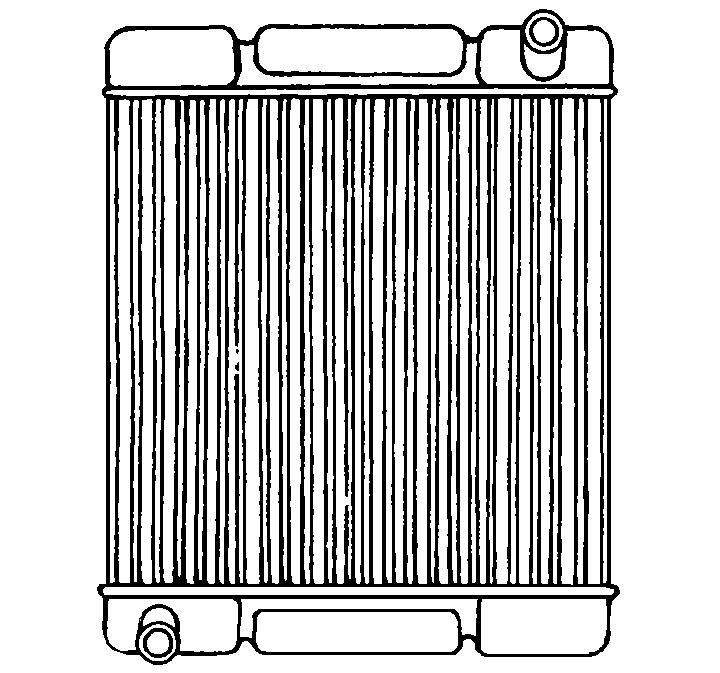
汽车散热器或称水箱:
散热器芯由扁管、散热片、端板在真空炉中一次钎焊而成。扁管是由一侧有钎料的复合板成形后缝焊而成。基体材料为LF21,钎料为铝硅镁合金。散热片不包覆钎料,用专用滚带机将带状薄片折叠成波浪状并开出百片窗式散热孔。散热器可由一排或多排管子组成。

中间冷却器
载重汽车上所用的中间冷却器其结构类似于水箱,但是其管子是用挤压而成的多孔扁管,并且扁管上没有钎料,而散热片是带有钎料的复合板。扁管与端板、扁管与散热片之间的焊缝可以在真空炉中一次钎焊完成。
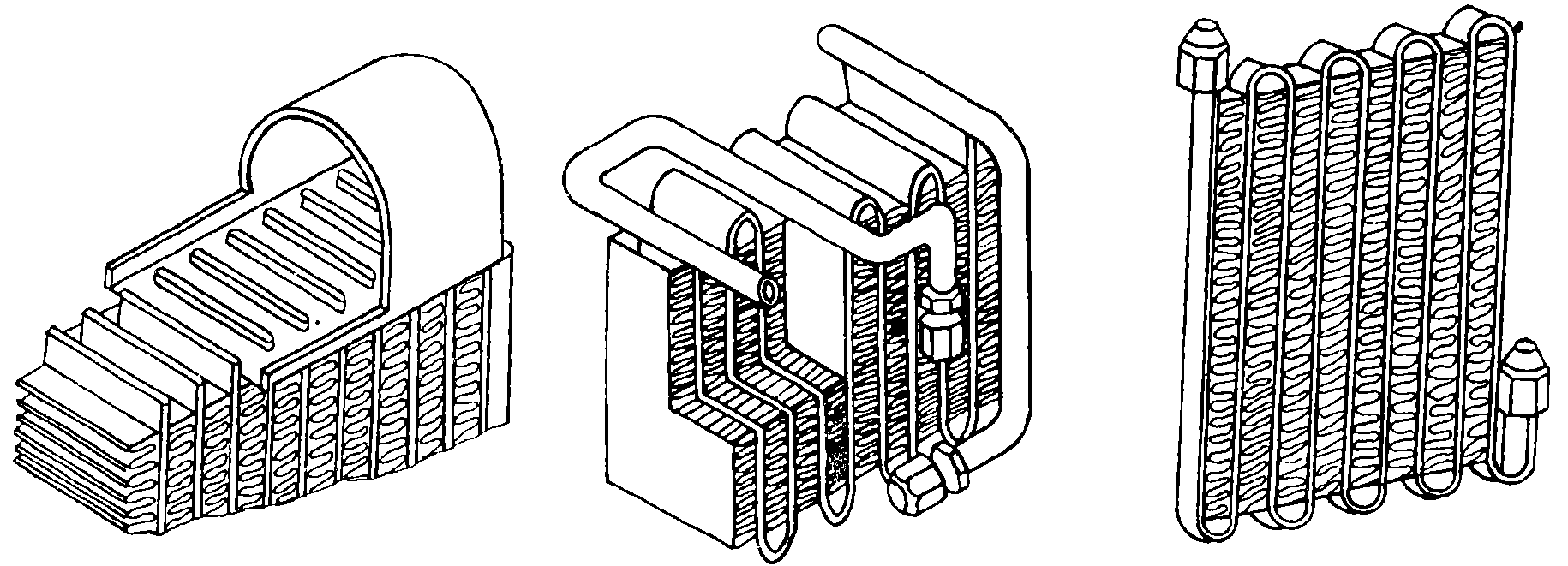
空调蒸发器和冷凝器
蒸发器一般为蛇形管式。管子是由纯铝或LF21铝合金挤压而成的多孔扁管,由专用弯管机弯曲成蛇形。中间放入由复合薄板制成的散热片,组装后放在炉中钎焊。冷凝器的管子及散热片较窄,而整体结构尺寸较大。另外由于冷凝器必须承受较高的内压,所以冷凝器用的扁管通常比蒸发器的厚。
真空钎焊设备
真空钎焊设备主要由真空系统和真空炉组成。真空系统主要包括真空机组,真空管道,真空闸门等。真空机组通常由旋片式机械泵和油扩散泵组成。要获取高真空必须使用油扩散泵,这样可使真空度达到133×10°mPa级的真空度。
真空炉的加热与钎焊室为一体,炉壁为双层水冷结构。内置热反射屏,由多层表面光洁的薄金属板组成。材料选用钼片或不锈钢片,其作用是防止热量向外辐射,减轻炉壳受热且提高加热效率。在反射屏内分布着加热元件,依据炉子的额定温度不同而选用不同的发热体∶中温炉一般使用镍一钧和铁一铬——铝合金;高温炉主要使用钼(1800℃)、钽(2200℃)、钨(2500℃)、石墨(2000℃)。加热效率高,使用方便安全。
根据铝合金真空钎焊的工艺特点,真空铝钎焊炉在设计上应在真空度、漏气率、温度均匀性等方面满足工艺对设备的要求。因此真空钎焊中所选取的钎焊炉质量也是至关重要的因素。SIMUWU公司生产的RVB真空钎焊炉具有温控精度良好,加热均匀性高等优点,是处理铝合金钎焊工艺的绝佳产品。在选取合适的工艺参数的前提下,能够实现高质量的真空钎焊。

(文章来源于网络,如不允许转载,请联系我司删除。)

