


椭圆波纹喇叭真空钎焊
椭圆波纹喇叭是雷达馈线系统的重要组成部分,作为传输高频电磁波的器件,其结构复杂、精度要求高。传统的加工方法是采用机械加工,但这样不仅费时、费料,而且零件重量较大,变形不易控制。为此,采用了多层椭圆波纹喇叭的真空钎焊解决上述问题。
由于真空钎焊过程中无需使用钎剂,省去了繁琐的焊后清洗,从根本上解决了工件的钎缝被钎剂残留物腐蚀的问题。此外,真空钎焊时,零件整体受热均匀,热应力小,可将变形量控制到最小限度,适宜于精密产品的钎焊。
图示是椭圆波纹喇叭(小段)结构图,零件材料为LF21铝合金。
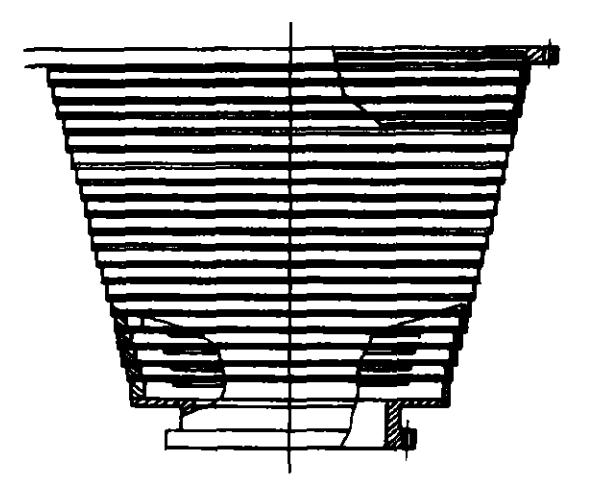

喇叭整体包括大段和小段两部分,它们分别由多层椭圆环(厚度为10.5mm)以及椭圆板(厚度为1.85mm)叠加拼焊,再通过法兰螺钉紧固而成。
由于其喇叭结构的特点,每层椭圆环及椭圆板的外形尺寸各不相同,为保证精度,零件采用线切割加工及热处理校平,焊后椭圆环缝处要求致密不漏水,层间距离公差不大于±0.15mm,钎缝有效面积不低于90%。
钎焊材料
真空钎焊用铝基钎料多数是在铝硅共晶基础上,添加少量能改善润湿性能的元素镁组成的。因为镁是极强的活化剂,钎焊过程中,镁蒸汽既可与钎焊气氛中剩余的氧或水蒸汽中的氧结合保护零件不致重新氧化,又可能渗入零件表面未清洗干净的氧化膜中而将其去除。
此外,为提高钎料的浸流及填缝能力,利用喇叭装配后本身所形成的“工艺罩”,在其内腔底板上放置适量镁屑,以得到良好的钎缝接头。
真空钎焊工艺
(1)材料的焊前清洗
真空钎焊工艺不允许零件表面存在油污,如果存在油污,经过加热后残留在金属表面,会起阻碍钎剂的作用,破坏液态钎料对母材的润湿铺展和良好的钎缝成形。
清洗步骤如下∶
零件∶碱洗(除油)→冷水冲洗→酸洗(光化)→冷水冲洗→热水冲洗→烘干
钎料:砂纸打磨
(2)零件的组装及定位
椭圆喇叭的装配在钳工台上进行,由专人戴手套操作,以防手上的汗渍污染待焊零件。零件的装配采用自夹紧方式,依靠定位销及零件的自重固定。为便于装配,环状钎料预先按零件尺寸线切割而成。采用棱角打磨的定位块均匀置于椭圆板之间,这样可减小变形,提高内腔精度。
(3)工艺参数及过程
为得到良好的钎缝及对工件变形的控制,必须合理选用钎焊工艺参数,图为椭圆波纹喇叭真空钎焊工艺曲线。其主要参数如下
真空度∶1.0×10-2~1.0×10-3Pa
钎焊温度580~604℃
冷却方式∶炉内气冷
出炉温度∶<100℃
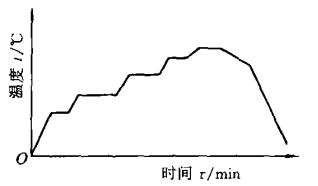
由于工件的体积较大,在520℃时工件的出气量明显增大,导致炉内真空度下降,钎料的漫流受到影响。为改善钎缝成形,应当延长400℃的保温时间,减少500℃的保温时间,取得了明显的效果。真空冷却到450℃,给炉中填充高纯氮气,并起动风机循环系统快速冷却到100℃以下出炉。
焊后检验椭圆波纹喇叭钎缝外观均匀、饱满、光亮,经电性能测试及机械尺寸精度测量,均符合设计要求。
设备选择:除了采用正确的技术工艺外,真空钎焊中所选取的钎焊炉质量也是至关重要的因素。SIMUWU公司生产的RVB真空钎焊炉具有温控精度良好,加热均匀性高等优点,是处理铝合金电子元器件钎焊工艺的绝佳产品。在选取合适的工艺参数的前提下,能够实现高质量的真空钎焊。

(文章来源于网络,如不允许转载,请联系我司删除。)

