


镍基涡轮叶片的真空钎焊修理
现代燃气轮机使用定向凝固(DX)和单晶体(SX)的镍基合金涡轮叶片。实际运行中,这些叶片要满足极高的工作要求。在运行一定的时间后,叶片上会显示明显的损伤机理。
由于零部件的生产成本过高,因此有必要研究合适的修理方法,以便更经济地使用燃气轮机。
真空钎焊是一种可行的修理方法。它已投入实际应用中,但目前仅用于机械应变较低的部位。
1真空钎焊修理的原理
镍基合金的真空钎焊,通常使用与母材成分接近的钎焊料。为降低真空钎焊熔点(和母材相比),另外加入了硼和硅,以便在真空钎焊温度下形成共晶体及液相。这里以硼为例,在等温真空钎焊(参见图1)时,降低熔点的硼从焊料向母材扩散。这样,焊料中硼的浓度从C0降到C1,母材/焊料界面上硼的浓度导致母材局部熔解。随着硼的消耗,液体温度上升,真空钎焊料在平衡浓度Cs处凝固。
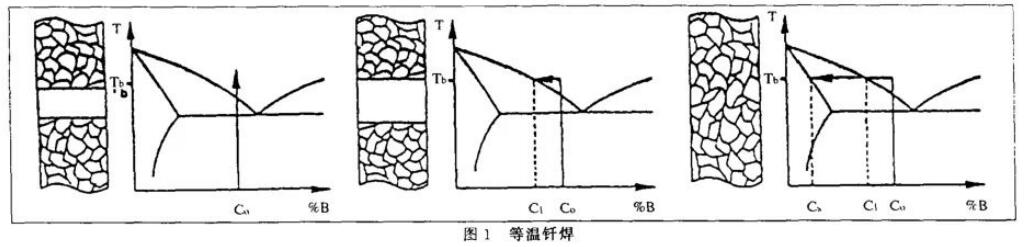
由于硼与诸如钨、钮等镍基合金元素形成脆性的金属间相,焊缝区的金相组织尤其值得注意。通过选择恰当的真空钎焊参数及后续热处理,力争达到硼可能的最佳均匀分布,以改进真空钎焊的韧性反应。
为获得高强度及高重复性,必须对待真空钎焊表面进行充分清理。氧化裂缝可用化学方法或机械方法清理。氧化物,如钛、铝的氧化物必须清除;母材局部变成相应元素的贫化区。除了对氧的高亲和力外,这些元素使γ相趋于稳定,并在相当程度上决定着母材的强度。
后续工作取决于所选择的清理方式,如果使用化学方法清理裂缝,则表面可用宽间隙的真空钎焊进行修理。采用箱或糊状钎料。典型的钎焊料是包括母材混合粉、钎焊粉和有机粘合剂的混合物。
2实验
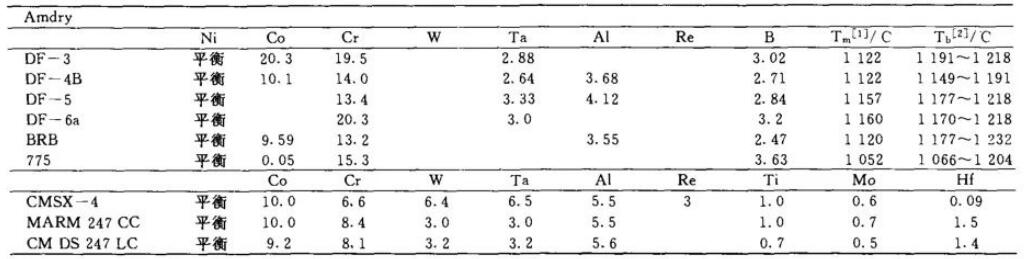
在材质为MAR M247 CC(多晶)、CM DS 247LC(定向凝固)和CMSX-4(单晶)的工件上进行了真空钎焊试验,所用焊料为与母材类似的焊箔及由钎焊粉、母材粉混合的各种焊粉。不同母材与钎料的化学成分参见下表。另外,在母材粉末中加入降低熔点的元素——硼进行合金化后产生一种熔纺箔。为达到相应的机械特性,分别在室温及850℃温度下对所选的对接真空钎焊试样作了抗拉试验。真空钎焊部位特性显示在金相上。对某些试样借助扫描电子显微镜及电子探针微量分析仪(EPMA)进行了分析。γ相的发展以及促使该相稳定元素的局部分布具有特殊价值。
3结论
经过实验,得到结论,对镍基合金(MAR M 247 CC、CMDS 247 LC以及CMSX-4)进行真空钎焊是可以获得成功的。在MAR M 247 CC真空钎焊试样上测定了抗拉强度,可以测量到接近于母材强度的数值。某些用MAR M 247 CC箔真空钎焊的试样则在母材上失效。
运用商品化的真空钎焊粉末混合物连同母材CMSX-4的试验,部分地显示了非常好的润湿特性和类似于母材的、无缺陷的金相结构。在室温及850℃温度下得到的抗拉强度数值呈现出明显的分散性。
如使用熔纺箔(含硼的CMSX-4),在1250℃温度下真空钎焊20 min,附加扩散过程(1200℃,24 h)则会取得更好的效果。
真空炉设备选择:一个工艺技术必须要搭配优秀的设备才能发挥作用,其中真空钎焊中所选取的真空钎焊炉至关重要。SIMUWU公司生产的RHVB真空高温钎焊炉是处理此类工艺的优秀产品。凭借其优秀的温控精度和温度均匀性,能够平整均匀地进行实现工件的钎焊,从而达到高层次的钎焊水准,减少废品率,增加生产的效能同时降低成本。

(文章来源于网络,如不允许转载,请联系我司删除。)

