


不锈钢与钛合金真空钎焊工艺
钛合金具有比强度高、密度低,耐高温、韧性好、导热性能好和抗疲劳性好等优点,尤其是具有良好的耐腐蚀性能,能在大多数酸、碱、盐及海水中不腐蚀。因此,钛在航空航天、国防,核能﹑船舶、电子、石油、化工等工业部门得到了广泛的应用。而不锈钢是最常用的结构材料之一,具有一系列优良的性能,如力学性能、焊接性,热稳定性等,且成本相对较低。然而钢铁的耐蚀性能远不能如钛合金,且钢的密度较大。因此在某些情况下,需要将不锈钢和钛合金连接起来使用,以充分发挥各自的长处。
然而,由于钛合金和钢连接时界面处易形成金属间化合物(Ti2Fe ,TiFe,TiFe2),接头焊后内应力大,从而使接头性能下降。要获得性能理想的接头,就必须从焊接方法﹑焊接工艺方面着手解决好上述两个主要焊接问题。
1实验材料与工艺
实验用母材1Cr18Ni9Ti不锈钢和TC4钛合金的试样尺寸均为10 mm×10 mm× 2 mm,钎料为Ag72Cu28)Ti3。采用搭接接头,搭接长度为10mm,钎缝间隙0.05~0.5mm。真空钎焊参数为真空度3.0×10–3Pa,钎焊温度分别为790、830,850及870℃,保温时间分别为1和3min。在低于700℃时,升温速度为20℃/s;为了保证高温时的高真空度,在700℃停留1h,随后升至钎焊温度,保温一段时间后,随炉冷却至室温。
真空钎焊试验结束后,试样的横截面先后经过抛光和腐蚀后进行微观分析,界面组织和产物使用SEM(JXA840A)观察,钎料和母材的界面产物成分采用能谱确定。
2实验结果及分析
2.1真空钎焊温度的影响
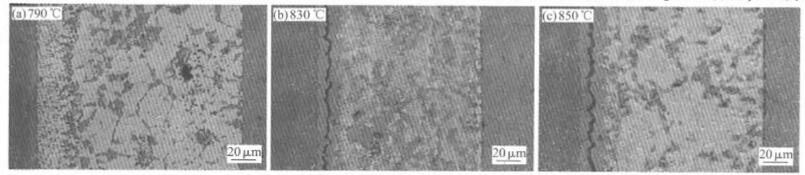
下图为保温时间为3min,钎焊温度分别为790、830和850℃时的真空钎焊界面组织照片(照片的左侧为TC4,右侧为1Cr18Ni9Ti)。从图中可看出,当保温时间一定时,钎缝宽度随着钎焊温度的增加而减小。这是由于温度越高,母材向钎料的溶解越强,溶解速度越大,母材成分还没有来得及和钎料扩散出的元素进行反应就直接继续向焊缝中心扩散溶解,加上钎料自身的分解和流失,导致焊缝宽度减小。另外还可看出,在真空钎焊温度为790℃时, 1Cr18Ni9Ti/钎缝界面无裂纹出现,而当钎焊温度为830和 850℃时,在Ti6A14V/钎缝和1Cr18Ni9Ti/钎缝界面皆有裂纹出现。产生这中现象的原因是:一方面,不锈钢和钛合金之间的线膨胀系数等物理性能之间存在较大的差异,在真空钎焊后会在界面处产生较大的应力集中;另一方面在真空钎焊过程中,由于元素的扩散作用以及高温时的化学反应,在1Cr18Ni9T/钎缝界面处会有Ti-Fe金属间化合物生长,而Ti-Fe金属间化合物一般是脆性的。这样在应力的作用下,Ti-Fe金属间化合物形成侧形成裂纹。而在TC4/钎缝一侧除了存在较大应力集中,温度升高钎料中的Cu元素向母材TC4侧扩散,在钛合金侧富集并在高温形成Ti2Cu化合物,在残余应力的作用下形成裂纹。而在790℃时,母材/钎缝界面处无裂纹出现的原因主要是:一方面此时真空钎焊温度相对较低,钎缝内Ti、Cu元素还没有得到很好的扩散,在 TC4/钎缝和1Cr18Ni9Ti/钎缝界面处只有少量的Cu、Ti元素出现;另一方面,由于温度较低,Ti元素和Cu,Fe元素的活性较小,发生Ti-Cu、Ti-Fe间剧烈化合反应的机率较小,界面处无 Ti-Cu、Ti-Fe脆性化合物出现,从而导致界面处无裂纹存在。
3结论
通过在790,830及850℃选择不同的保温时间对1Cr18Ni9Ti/TC4进行真空钎焊实验,并对实验结果进行了分析,得出以下结论:
(1)不同的真空钎焊温度对焊缝组织有较大的影响。真空钎焊温度过低会使钎料母材作用不充分,不能形成良好的钎焊接头;真空钎焊温度过高则会引起TC4母材向钎缝的溶解,形成脆性化合物,钎缝脆性将增加,提高形成裂纹的几率。增加保温时间,母材和钎料的作用充分,钎料与母材相互扩散,溶解,但同时导致界面金属间化合物量增加,使接头脆性增加。
(2)焊缝宽度随着温度的升高而降低,随着保温时间的增加而增加;扩散层厚度随着保温时间的增加而增加。活性元素Ti容易和其他元素反应,是钎缝中金属间化合物形成的主要元素之一,因此控制母材TC4向钎缝中的溶解非常必要。
(3)真空钎焊温度790℃、保温3 min,接头中未出现裂纹和大块的金属间化合物组织,得到良好钎焊接头组织。

(文章来源于网络,如不允许转载,请联系我司删除。)

