


真空渗碳淬火对新型齿轮的影响
由于在目前生产和使用条件下,齿轮轮齿失效主要形式是轮齿的疲劳折断和齿面疲劳损伤两大类,而影响这两大疲劳寿命的主要因素包括:齿面和心部硬度;有效渗碳层深;表面和心部的组织等。一般齿轮表面硬度越高,其轮齿疲劳寿命越长;有效渗碳层深和心部硬度是影响齿轮轮齿疲劳折断的重要因素,有效渗碳层深要保证渗层和心部过渡处有足够的强度,防止渗层剥落,但有效渗碳层深度不能过大,尤其是齿根部位的层深过大,心部硬度过高会造成表面残余压应力降低及心部韧性下降,从而影响疲劳性能,可见正确控制真空渗碳淬火热处理工艺尤为重要。
1新型齿轮钢的化学成分

选择一批锻后真空热处理过的齿轮钢棒料﹐经机械加工成螺伞齿轮。对加工好的一批螺伞齿轮采取两种真空渗碳淬火工艺,正常渗碳,延长渗碳。对两种渗碳淬火 ,并经相同喷丸工艺和研磨工艺处理的齿轮,每种任选三根进行疲劳台架试验。
2齿轮疲劳断口的晶粒度测定
用金相显微镜对两种齿轮,六只试样疲劳断口的晶粒度等进行观测,并选择晶粒度最大的区域拍摄,典型结果如图1所示。
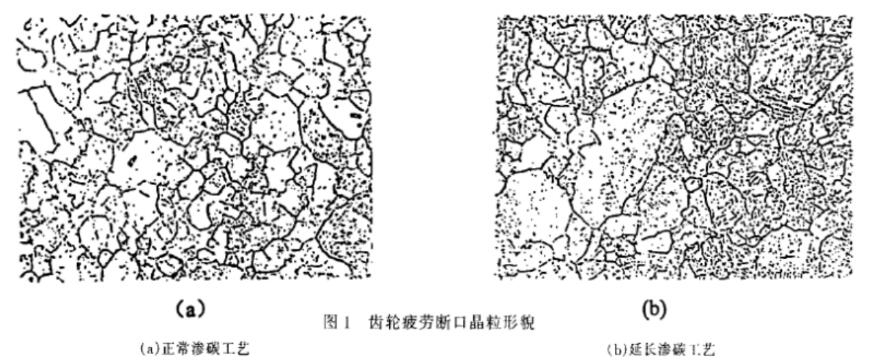
从图1晶粒度组织可明显看出﹐两种真空渗碳工艺处理的齿轮,其疲劳断口局部区域处的晶粒尽寸均有出现异常长大趋势。正常真空渗碳淬火处理的齿轮,其晶粒尺寸异常长大趋势要轻微得多,有时几乎看不出晶粒尺寸有异常长大;而采取在915℃强渗阶段延长1小时工艺处理的齿轮,其晶粒尺寸异常长大现象则普遍要比正常渗碳工艺处理齿轮严重得多。
(1)每只齿轮台架疲劳寿命实验数据的重现性较高,说明实验结果是可信的;
(2)延长渗碳淬火的齿轮,其疲劳寿命的平均值比正常渗碳淬火齿轮的平均疲劳寿命低30 %以上,这是由于一方面延长渗碳齿轮的齿根表层局部处有非马组织,造成该处硬度、强度下降而易于开裂;另一方面延长渗碳齿轮,其晶粒尺寸异常长大现象要严重得多,这些因素都会使得齿轮疲劳寿命下降。
3结论
3.1螺伞齿轮采取的正常渗碳淬火工艺,得到的组织性能均符合技术要求。
3.2在强渗阶段延长1小时真空渗碳淬火﹐对渗碳层深度几乎没有影响,但会使得在齿根局部表面处产生非马氏体组织;另外还使得齿轮的晶粒尺寸有异常长大现象。
3.3延长真空渗碳淬火1小时处理的齿轮,其台架平均疲劳寿命要比正常渗碳淬火工艺处理齿轮的平均疲劳寿命低30 %以上。
真空渗碳设备选择:SIMUWU公司生产的RVC系列真空渗碳炉是进行真空渗碳工艺的优质产品,良好的温控精度和温控均匀性确保了真空热处理过程的有效进行。设备易于管理和维护,极大地降低了维护成本。SIMUWU公司专注于真空炉的制造,拥有十多年的相关经验,在真空炉制造领域具有良好的口碑。产品线包括真空气淬炉,真空油淬炉,真空钎焊炉等,广销各发达国家与发展中国家。

(文章来源于网络,如不允许转载,请联系我司删除。)

