


5005铝合金与1Cr18Ni9Ti的真空钎焊
随着航空﹑航天、汽车、机械制造以及化学工业的发展,5005铝合金因其密度小、热导率和电导率高等优点,成为应用最广泛的有色金属材料之一.但由于5005铝合金熔点和强度较低,且在碱性环境中的耐腐蚀性较差的问题,使其应用受到一定的限制. 1Cr18Ni9Ti不锈钢具有较好的耐腐蚀性,较高的熔点和强度,优良的塑韧性和冷热加工性能.因此实现5005铝合金与1Cr18Ni9Ti不锈钢的连接,可使连接后的构件兼具上述两种材料的优点,扩展它们的应用领域.
众所周知,Al和Fe在晶体结构、物化性质等方面相差较大,因此铝合金和不锈钢的连接也存在一定的困难,特别是铝合金表面存在氧化膜以及两母材线膨胀系数的差异,也增加了连接难度.目前铝-钢异种金属连接方法主要包括熔化焊﹑摩擦焊、真空钎焊等.当采用熔化焊时,接头残余应力较大,焊缝成分不均匀,界面存在裂纹、夹渣等缺陷,上述情况的发生对接头性能产生不利影响.摩擦焊对工件的形状要求严格,装配要求也比较高,接头的韧性差,易于发生开裂.当采用真空钎焊方法对铝合金和不锈钢进行连接时,尽管界面处有大量金属间化合物生成,影响接头强度,但通过控制钎料成分和工艺条件,可以获得性能良好的接头.文中采用A1-Si-Mg 钎料对5005铝合金和1Cr18Ni9Ti不锈钢进行真空钎焊,随后分析接头界面结构及形成机理,分析工艺参数对接头界面结构和抗剪强度的影响规律.
试验方法
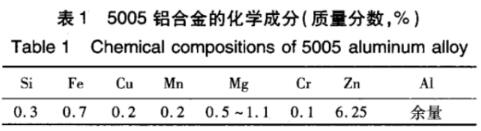
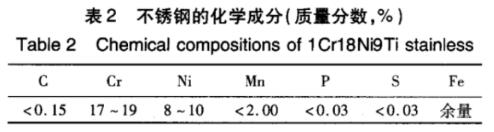
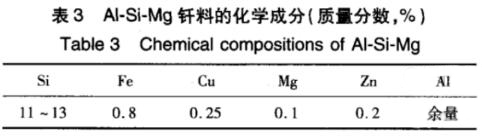
试验所用母材为1Cr18Ni9Ti不锈钢和5005铝合金,它们的化学成分分别见表1和表2所示.试验前,利用线切割方法将1Cr18Ni9Ti不锈钢和5005铝合金分别加工成30 mm x 10 mm x 1. 5 mm和7 mm x7 mm x 5 mm的试样.试验使用的钎料为150 um厚的 Al-Si-Mg箔状钎料,其化学成分见表3所示.
真空钎焊前,使用砂纸对待焊母材表面进行逐级打磨,并使用丙酮溶液对母材进行超声清洗.为去除铝合金表面氧化膜,在40 ℃条件下,用 NaOH稀溶液进行超声碱洗,再用稀HNO,溶液进行酸洗.文中采用SIMUWU真空钎焊炉进行钎焊试验,钎焊温度为560 ~590 ℃,保温时间为5~25min.焊后采用扫描电镜(SEM ,S-4007)观察界面组织及断口形貌;用旋转阳极X-射线衍射仪(XRD , D/max-rb)对界面产物进行物相分析,确定反应产物;采用INSTRON MODEL 5569电子万能试验机进行压剪测试.
结论
(1)采用Al-Si-Mg 钎料钎焊5005铝合金与1Cr18Ni9Ti不锈钢,当真空钎焊温度为580℃,保温时间为15 min时,接头界面结构为1Cr18Ni9Ti不锈钢/FeAl/ FeAl3/FemAln+αAl/5005铝合金.
(2)当真空钎焊工艺参数较低时, 5005铝合金表面存在残余氧化膜,因此焊缝中有明显裂纹或气孔缺陷出现;当真空钎焊温度升高至580℃,焊接缺陷消失,焊缝成形良好;当真空钎焊工艺参数进一步增加,由于焊接热输入量过大,界面反应过分,接头存在较高残余应力,焊缝产生了明显裂纹.
(3)随着真空钎焊温度的升高或保温时间的延长,接头抗剪强度呈现先升高后降低的变化趋势.当真空钎焊温度为580 ℃,保温时间为15 min时,接头获得最大抗剪强度49 MPa.
(4)真空钎焊温度对接头断裂位置具有明显影响.当真空钎焊温度较低时,接头断裂发生在FemAln + αAl反应层和铝合金侧氧化膜层处;当真空钎焊温度升高到580 ℃时,断裂发生在FemAln+ αAl反应层处.

(文章来源于网络,如不允许转载,请联系我司删除。)

