


汽车上的铝合金热交换器
铝材是成为各种汽车上热交换器的首选材料,因其成本低,换热效率高,寿命长而广受欢迎。现代化的高性能客车有七个单独的热交换器,它们主要用来满足汽车的特殊需要,根据使用情况可划分为几大类。以发动机和传动装置冷却器为例,包括散热器和油冷却器,其装置的几种设计如下:
1.机械装配式散热器
这种散热器里管子是圆形或椭圆形的,由普通合金制成。机械装配式散热器的生产成本较低,但是由于这种散热器自身几何形状的局限性,使它的工作效率较低。这种散热器一般用于近距离作业的汽车。

2.钎焊式散热器
钎焊式散热器的管子为肩状,一侧是有包覆层的钎焊板经轧制后缝焊而成。散热片不包覆,用机器把带片折叠再钻散热孔制作而成。钎焊式散热器可由一排或多排管子组成,芯部总厚度不大于20毫米。

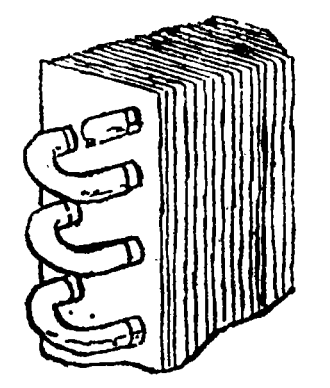
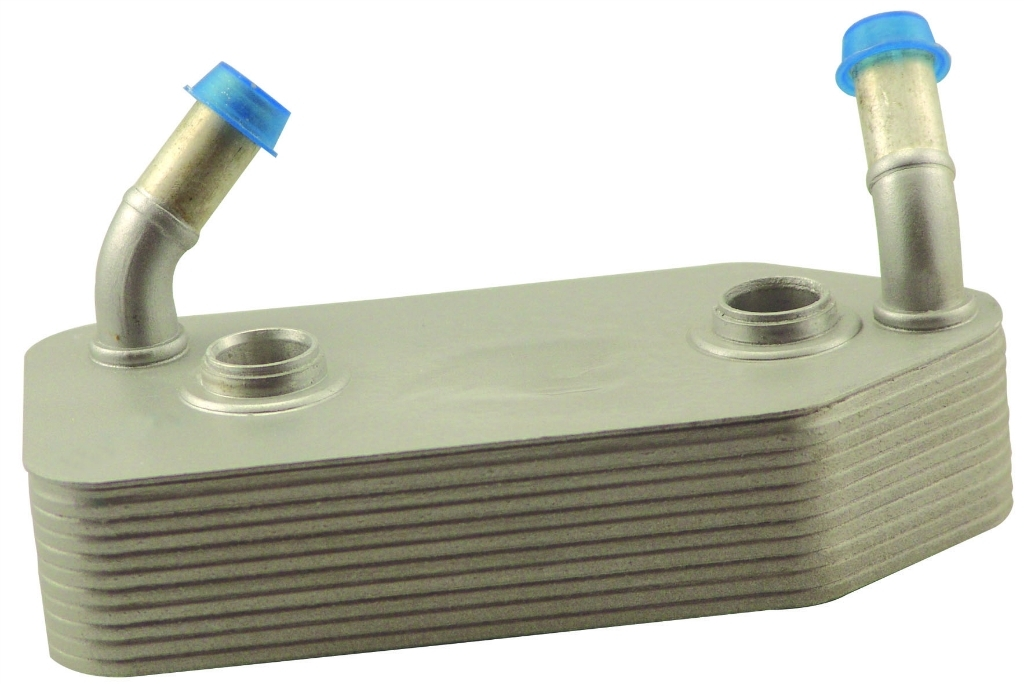
3.油冷却器
可用多种方法制作而成,但最常用的是深冲环形和蛇形两种钎焊式结构。
4.气候控制器
加热的器芯部。加热器芯部其实是一个简单的小型散热器,既可以用钎焊法制成,也可以用机械装配法制作而成。
5.燕发器
汽车空调系统中的冷却装置,它可以用钎焊法或者机械装配法制成,但是逐渐向钎焊法方向发展。钎焊式蒸发器有下面两种基本形式:
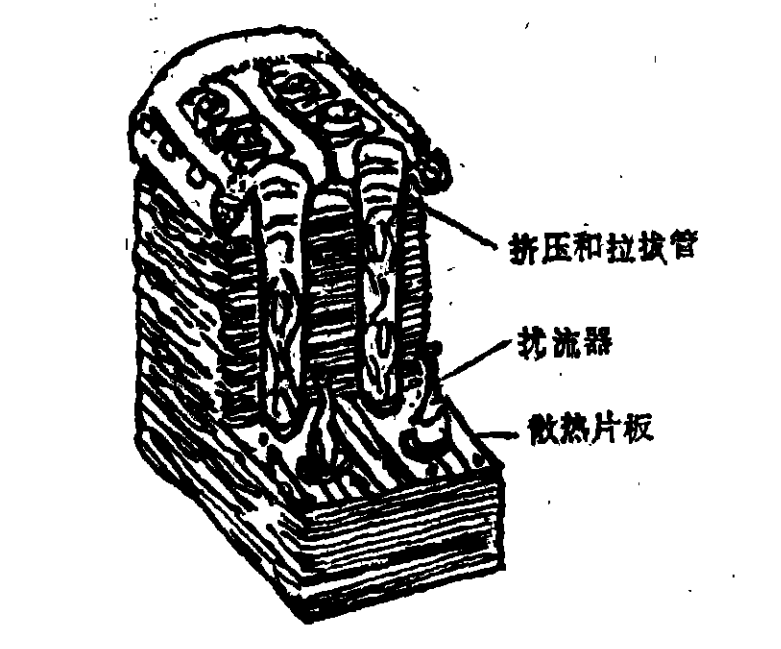
(1)蛇形管式
管子由普通合金挤压面成,然而弯曲成蛇形,插入由两百包覆可钎焊薄板做成的皱纹散热片,然后钎焊成冷却器。

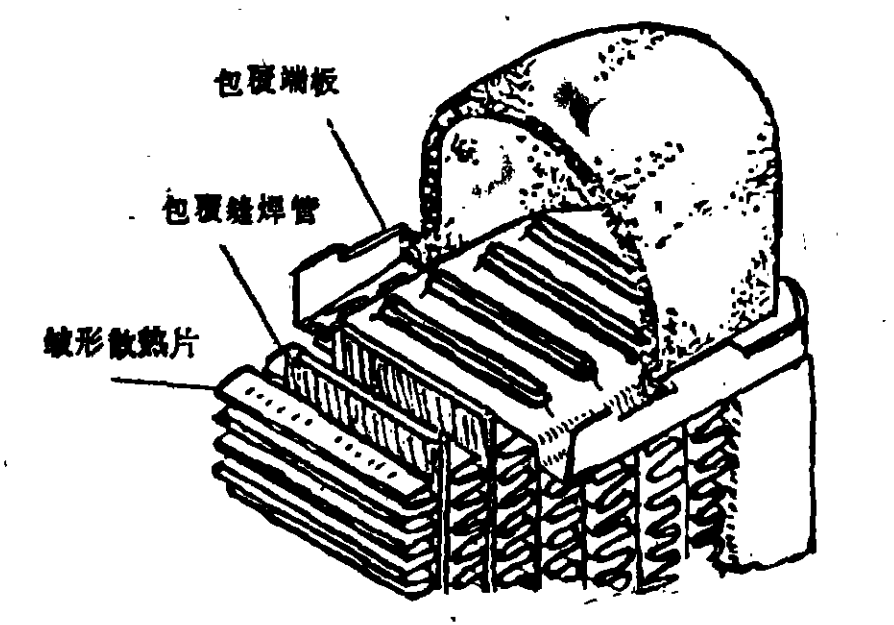
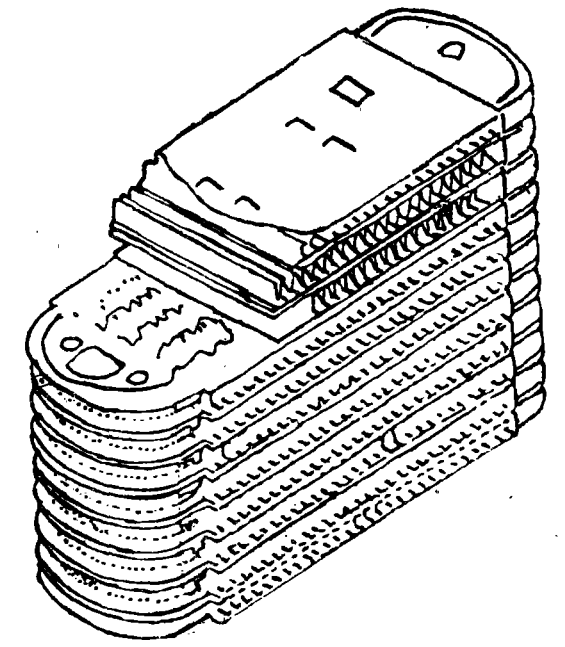
(2)深冲环形板式
它是由两面被包覆的可钎焊的薄板组成,板的两端深冲成环形。钎焊时,板的环形部位为蒸发器的两端面。两端之间的大量冷却液可在钎焊板两边的波浪面上流动。散热片由不包覆的皱褶的、带散热孔的带材做成。
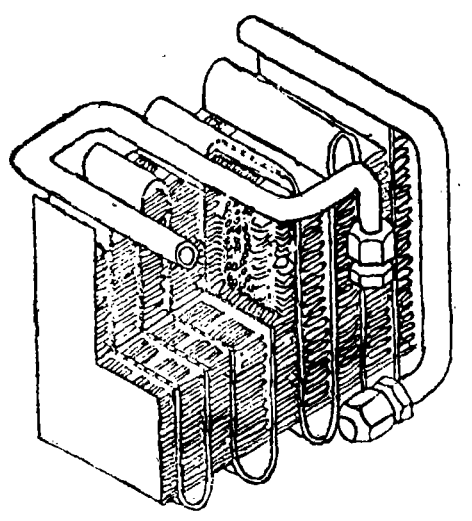
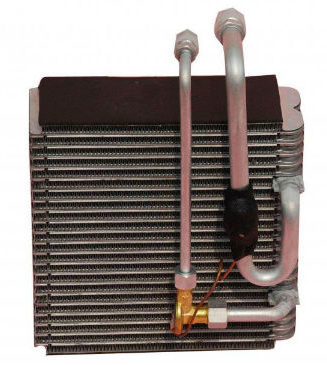
(3)用板状散热片和管子做成的蒸发器
蒸发器前端装了具有返弯(象“发夹”)似的管子,以便使冷却液产生循环流。
6.冷凝器
空调系统中的冷凝器其制作方法类似于蒸发器。既可以是蛇形管的钎焊式,也可以是板状散热片和管子的机械装配式。
7.透平增压器的中间冷却器
为了改善透平增压的车辆性能,许多厂家正在用中间冷却器来冷却透平增压器中的空气流。这些冷却器通常是空气/空气热交换器。它们一般为钎焊式结构,板片用包覆材料,散热片为无包覆的合金。
在汽车热交换器之中,首先使用铝材部件的是散热片,主要是用在机械装配成的板片/铜管冷凝器和空调系统中的蒸发器上,铜管最终也将被铝管代替。
汽车散热器的制造
最早用于汽车的钎焊铝热交换器是用盐浸渍钎焊法生产的。这种方法是把整个热交换器沉浸在熔融的盐浴槽里,盐液既作为焊剂,同时又提高了装配件钎焊时的温度(~600℃)。该方法的主要缺点是必须完全清除焊剂残渣,因为残渣有腐蚀作用。
盐液浸渍钎焊法中存在的问题促使研究和发展了别的钎焊方法,其中用得最多的是真空钎焊法。散热器位于车辆的前端,经受着非常苛刻的道路环境,包括雨水、路面挥发的盐份、汽车排出的废气、砂粒、灰尘和泥浆的污染。散热器内装有冷却水,并与一些混杂的金属接触,这些金属中可能含有对铝的腐蚀是有害的成分,而且整个散热器系统承受着反复的热循环和使用周期中产生的振动。这些对材料和焊接方法都提出了严格的挑战。实践证明,真空钎焊具有极高的质量,可以制作出高质量的汽车冷却器。
真空钎焊中所选取的钎焊炉是保证成品质量至关重要的因素。SIMUWU公司生产的RHVB真空高温钎焊炉具有温控精度良好,加热均匀性高等优点,是处理高温钎焊工艺的绝佳产品。在选取合适的工艺参数的前提下,能够实现高质量的真空钎焊。

(文章来源于网络,如不允许转载,请联系我司删除。)

