


冷作模具钢真空热处理工艺
冷作模具钢一般属于高碳合金钢,碳质量分数在0.8%以上,铬是这类钢的重要合金元素,其组织大部分属于过共析钢或莱氏体钢,常用的钢类有高碳低合金钢、高碳高铬钢﹑铬钼钢等。如何合理的选择冷作模具材料和正确确定真空热处理工艺路线,直接关系到产品的质量﹑经济效益以及模具的使用寿命。
1 冷作模具钢失效形式分析
冷作模具钢在工作时,由于被加工材料的变形抗力比较大,模具的工作部分承受很大的压力、弯曲力、冲击力及摩擦力。因此,冷作模具的正常报废原因一般是磨损,也有因断裂、崩力和变形超差而提前失效的。
(1)摩擦失效。坯料在模具型腔中塑性变性时,沿型腔表面既流动又滑动,使型腔表面与坯料间产生剧烈的摩擦,从而导致模具因磨损而失效,所以材料的耐磨性是模具最基本、最重要的性能之一。对于工件表面尺寸和质量要求严格的冷冲压、冷挤压模具,在保证模具材料具有足够承载能力不至于断裂的前提下,提高模具的使用寿命就取决于模具表面的抗磨损能力。
(2)疲劳失效。冷作模具承受的载荷大都是以一定冲击速度、一定能量作用下周期性施加的,模具在使用中突然出现大裂纹或发生破损而失效,如冲裁模崩刃,冷挤压模的凸模、凹模的断裂。分析疲劳失效的微观形态可知改善材料表面应力状态是提高疲劳抗力的有效办法。
(3)过载失效。过载失效指材料本身承载能力不足以抵抗工作载荷作用而引起的失效。如果材料的韧性不够,易产生开裂失效﹑脆断,这是一种失稳状态下的断裂失效,常见的有冲头模具折断、开裂,产生的原因多与模具材料没有足够的强度和韧性、工作载荷大有关。
综上所述,冷作模具的工作零件承受着拉压、弯曲、冲击﹑疲劳、摩擦等多种机械力的作用,它们会使模具零件发生脆断、堆塌﹑磨损、咬合、啃伤﹑软化等现象而失效。因此冷作模具用钢应具有以下性能:①高硬度,使工作时保持锋利的刃口;②良好的耐磨性;③足够的强度和韧性;④较好的加工工艺性和成形性,较好的淬火安全性,真空热处理变形小,在复杂断面上不易脆裂。
2 Cr12MoV冷作模具钢的真空热处理工艺
根据冷作模具钢的性能要求可知,常用的冷作模具用钢主要有T10A、9siCr、9Mn2v、CrWMn等,对于尺寸较大、重载或要求尺寸精度较高﹑真空热处理变形小的模具,一般用Cr12、Cr12MoV等钢。下面简单介绍Cr12MoV钢的真空热处理工艺。
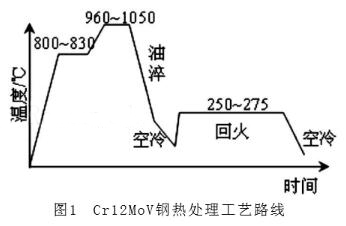
Cr12MoV钢是高碳高铬莱氏体钢,主要真空热处理工艺路线为:锻造后真空退火、真空淬火及真空回火,其整体真空热处理工艺路线如图1所示。
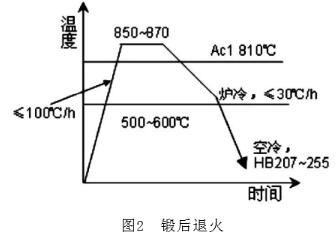
(1)Cr12MoV钢锻造后真空退火。图2为锻后真空退火工艺曲线﹔退火保温时间在全部炉料加热到退火温度后的1~2h,冷却时的等温保温时间在3~4h。在需要获得比较低的退后硬度时,可补充一次高温回火,将锻件加热到760~790℃后,保温一段时间,在空冷或炉冷至室温即可。
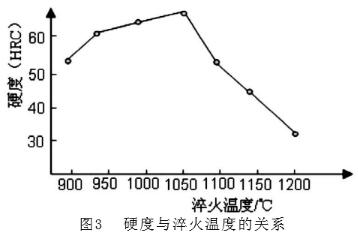
(2)真空淬火。在真空淬火处理时, Cr12MoV钢可以根据所需获得的力学性能及尺寸变形要求来制定具体的真空淬火工艺路线,淬火温度和所需获得的硬度的关系如图3所示。
(3)真空回火。根据Cr12MoV钢的回火规范,回火主要用于去除应力或去除应力、降低硬度或去除应力及形成二次硬化,回火用介质主要有油或硝盐,加热温度及规范根据回火用途的不同而不同,最终结合所需的力学性能不同制定合理的真空回火方案。
此外,还可采用冷处理或渗氮等表面强化处理方法对Cr12Mov钢进行表面处理,进一步提高Cr12MoV钢的表面性能。
3结语
为保证冷作模具的制造质量,降低生产成木,其材料应具有良好的可锻性、切削加工性、淬硬性、淬透性及可磨削性。在选定了合适的模具材料后,根据具体的工作条件、性能要求通过真空热处理工艺达到冷作模具的使用性能要求。冷作模具钢的真空热处理应注意以下几点。
(1)冷作模具钢含合金元素量多且品种多,合金化较复杂,冷作模具零件形状复杂、加工周期长,钢的导热性差,而奥氏体化温度又高,因此加热、冷却过程中要注意热应力和组织应力的产生,多采用预热或阶梯式升温及等温淬火、分级淬火、高压气淬、空冷淬火等方法。
(2)为有效去除应力、降低硬度或者形成二次硬化,应注意Cr 12Mo V钢的回火处理规范。
(3)为了进一步强化,常采用冷处理或渗氮等表面强化处理方法。
真空炉选择:一个工艺技术必须要搭配优秀的设备才能发挥作用,SIMUWU提供的真空热处理炉是处理此类工艺的优秀产品,具有均温性好,温控精度高等特点。SIMUWU提供专业的工程师团队,能够解决生产过程中遇到的各种问题,致力于给客户最方便快捷的体验。

(文章来源于网络,如不允许转载,请联系我司删除。)

