


Si3N4-AMB 覆铜基板生产工艺
随着第三代SiC基功率模块器件的功率密度和工作温度不断升高,器件对于封装基板的散热能力和可靠性也提出了更高的要求。传统的DBC陶瓷基板已经难以满足高温、大功率、高散热、高可靠性的封装要求。而通过活性金属真空钎焊(AMB)工艺形成的铜/陶瓷界面粘结强度更高,且Si3N4陶瓷相比AI203和AIN具备更优异的机械性能和良好的导热性,因此Si3N4-AMB覆铜基板在高温下的服役可靠性更强,是SiC器件封装基板的首选。
Si3N4-AMB基板制备工艺
Si3N4-AMB覆铜基板是利用活性金属元素(Ti、Zr、Ta、Nb、V、Hf等)可以润湿陶瓷表面的特性,将铜层通过活性金属钎料真空钎焊在Si3N4陶瓷板上。据公开资料显示,Si3N4- AMB覆铜基板的制备中,活性钎料的制备与活性金属真空钎焊是目前的重点和难点。
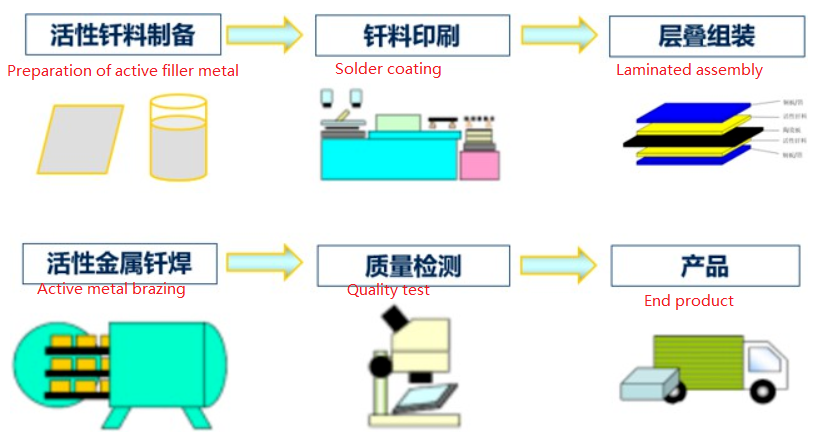
Si3N4-AMB覆铜基板生产工艺流程图
①活性钎料的选择
Ti、Zr、 Hf、V、Nb等是常见的几种活性金属元素,可以浸润陶瓷表面,被广泛用于陶瓷与金属的活性封接。其中以Ti为活性元素的Ag-Cu-Ti系合金是学者研究最多、实际应用最为广泛的一种活性钎料, 在800 ~ 950°C的温度下可以润湿大多数陶瓷表面,真空钎焊接头强度高、性能稳定,从而可以较好地实现陶瓷和金属、陶瓷和陶瓷的封接。Ti元素的活性较好,也是陶瓷金属化过程中最常用的活性金属元素,更有助于钎料在陶瓷表面的润湿。
②Ag-Cu-Ti活性钎料的使用形式
Ag-Cu-Ti系活性钎料的使用形式随Ti元素的形态、钎料的组合方式不同而有所不同:
预涂Ti粉(或TiH2粉)膏剂,然后加预成形焊片(通常为Ag72Cu28合金焊片)。这种方法往往会难以控制Ti或TiH2在陶瓷表面均匀分布,且提供的Ti含量往往过高,而当钎料中Ti含量过高时,焊料层中会产生较多脆性的金属间化合物而影响连接强度。
●预先在陶瓷表面以PVD或CVD镀一层Ti薄膜,然后再加Ag-Cu钎料。该访案的问题在于Ti的氧化,以及陶瓷表面大面积金属化所导致的工艺效率低、成本高的问题。
●使用Ag-Cu-Ti焊片。其主要制备方法为熔炼轧制法、粉末冶金法、层状复合法、机械合金法,Ag-Cu-Ti焊片虽具备使用便捷、污染小的优势,但在制备过程中容易出现活性元素Ti的氧化和偏析的问题,导致合金变脆、成材率极低、焊接接头性能较差。
使用Ag-Cu-Ti焊膏。将Ag粉、Cu粉、Ti粉按所需比例混合,也可以用银铜合金粉或银包铜粉代替Ag 粉、Cu粉, TiH2粉代替Ti粉,或者直接用Ag-Cu-Ti三元合金制备粉末,再添加溶剂、触变剂、流平剂等有机成分配置成Ag-Cu-Ti焊膏。对于银铜钛焊膏而言,其制备工艺成熟,简单高效,但在高真空中加热时有大量有机物挥发,导致真空钎焊界面不致密,出现较多空洞,对后道的真空钎焊工艺要求更加严苛。
③活性金属真空钎焊
活性金属真空钎焊是Si3N4-AMB基板制备工艺中最为重要的环节。是在Si3N4- AMB覆铜基板的制备中,将活性金属钎料涂敷在陶瓷和铜片之间,然后通过高温真空真空钎焊工艺将铜片真空钎焊在Si3N4陶瓷的两侧,形成铜-钎料-Si3N4-钎料-铜的结构。
铜/Si3N4界面空洞
铜/Si3N4陶瓷界面的空洞率是表征基板质量的重要因素之一,也是目前Si3N4-AMB产品始终难以突破的瓶颈之一。Rogers公司官网的报告认为,在界面空洞的周边存在着局部放电隐患,大大影响了基板的电气性能,降低了基板的可靠性。因此,铜/陶瓷界面空洞的控制至关重要,良好的界面空洞率(趋于0%)能够保证基板在高温、大电流下的服役可靠性。
①空洞形成原因
以Ag-Cu-Ti活性钎料(焊膏和焊片)为例,Si3N4-AMB界面空洞产生的原因主要有以下几点:
原料表面质量:焊接前陶瓷、无氧铜及焊片表面的划痕、凹坑、氧化、有机污染等问题都会对焊料的润湿铺展造成负面影响,为真空钎焊界面带来了潜在的空洞风险。
●活性元素失活: Ag-Cu-Ti的活性元素Ti对氧十分敏感,高温真空钎焊过程中,往往要求真空度优于10-3Pa,若真空度无法满足焊接要求导致Ti氧化失活,焊料无法润湿Si3N4陶瓷表面造成大面积虚焊、漏焊的现象。
●真空钎焊工艺参数: Ag-Cu-Ti活性钎料往往在800°C以上才能润湿Si3N4表面,若真空钎焊温度过低或保温时间过短,将会使得Ti与陶瓷表面的反应不够充分,导致钎料无法完全润湿陶瓷表面。
②降低空洞率的措施
在通过AMB工艺制备氮化硅覆铜基板的过程中,对Si3N4陶瓷和铜片进行除油和除氧化处理、提供较高的真空真空钎焊环境是目前公知的降低界面空洞率的方法。焊接压力是空洞率最主要的影响因素,适当加压不仅可以使母材与焊料形成紧密的接触,有利于接触反应熔化的进行,而且可以增强熔化焊料的流动性,挤出真空钎焊界面的气体,从而降低空洞率。
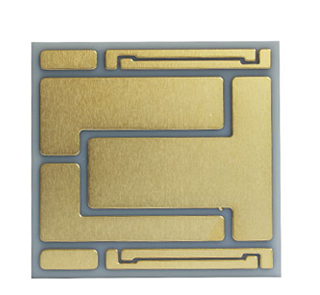
AMB氮化硅基板
此外,真空+氮气的焊接气氛比真空气氛更有利于降低焊接空洞率,这对AMB工艺也有一定启发作用,不过需要注意的是氮气在高温下可能会和Ti发生化学反应,其他惰性气体(氦气、氩气等)可能更适用于AMB工艺。
SIMUWU 真空真空钎焊炉可以满足AMB 真空真空钎焊的工艺要求。
(文章来源于网络,如不允许转载,请联系我司删除。)

