


真空钎焊炉真空钎焊工艺对真空保温杯的应用及质量保证
不锈钢保温杯由内外双层不锈钢制造而成,利用焊接技术把内胆和外壳结合在一起,再用真空技术把内胆与外壳的夹层中的空气给抽出来以达到真空保温的效果。
不锈钢保温杯分为:普通保温杯(开水倒进去后保温时间一般在三个小时以下),真空保温杯( 通过抽真空工艺,可以让开水保温8个小时以上)
特点
实际上,真空保温杯,保温时间的长短取决于杯体的结构及杯子材料的厚薄而定。
通常而言,杯子材料越薄,保温时间越长。但杯体易碰坏及变形,影响使用寿命;真空杯子内胆外层包金属薄膜及镀铜等措施也可增加保温的程度;大容量,小口径的真空杯子保温时间较长,相反小容量,大口径的真空保温杯保温时间较短;真空杯子的使用寿命还取决于杯体内层的清洁及抽真空的时间,最重要的是真空炉的结构。
社会上使用的抽真空保温杯的真空设备有真空排气台和真空钎焊炉,大约有二类四种。一类即有尾真空排气台式;另一类钎焊炉式。钎焊炉式又分为:单室、多室、加大抽速多室。
单炉式整体真空钎焊炉。该炉的抽真空的周期时间长,如果厂家要提高生产效益而缩短抽真空时间,会影响杯子使用寿命。杯子的使用寿命也只有8年左右。有尾真空杯子排气台及优点:有尾排气即用真空排气台生产出的真空杯子,抽真空时加热温度为500℃左右,真空杯子的外壳不易变形,但铜管焊接处容易碰漏,在半成品加工时要特别保护。
此外一大类是真空钎焊炉式,大约分为三种类型,平常我们用的真空保温杯子虽然在外观上看与一般保温杯没有什么区别,在制作工艺上真空保温杯子经一般保温杯子要复杂许多,技术难度也高得多。所以,真空保温杯子比一般保温杯子的价格要高出至少两倍。
功能
不锈钢保温杯具有保温保冷的功能, 普通保温杯,保温和保冷的功能比较差一些,真空保温杯的效果就要好很多,热天的时候我们可以用真空保温杯来装入冰水或是冰块儿,让你在任何时候能享受冰爽的感觉,冬天的时候可以装入热水,让你随时都能喝到热乎乎的开水。

不锈钢保温杯因可以按要求定制,操作比较灵活简便,因此,越来越多的人把不锈钢保温杯当成一种赠送朋友,送客户,做促销的一种礼品.在杯身上或是盖子上面做上自己的公司信息或是传递祝福等一些内容.这种定制的礼品正在被越来越多的人所接受。
制作流程
1、外壳加工流程
外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底口—清洗烘干—检验敲坑—合格外壳
2、内壳加工流程
内管领料—割管—平管—胀形—滚上角—平上口—平底口—滚螺纹—清洗烘干—检验敲坑—对焊—试水检漏—烘干—合格内胆
3、外壳和内壳装配流程
配杯口—焊口—压中底—焊底—检焊口焊底—中底点焊吸气剂—抽真空—测温—电解—抛光—测温—检验抛光—压外底—喷漆—抽检测温—检验喷漆—丝印—包装—成品入库

不锈钢保温水杯的保温效果取决于内胆和外壳之间的真空程度,和采用什么工艺制作关系不大;
不锈钢保温杯的内胆和外壳之间是一定要焊接的,就是说至少有一条焊接缝;
使用一段时间后是否会失去保温效果,主要取决于焊接质量(一漏气就不保温了);
内胆和外壳均为一次成型的工艺水平高,但难以掌控质量;外壳焊接的容易漏气,但质量控制要求比较容易实现;
内胆一次成型的比较容易清洗。
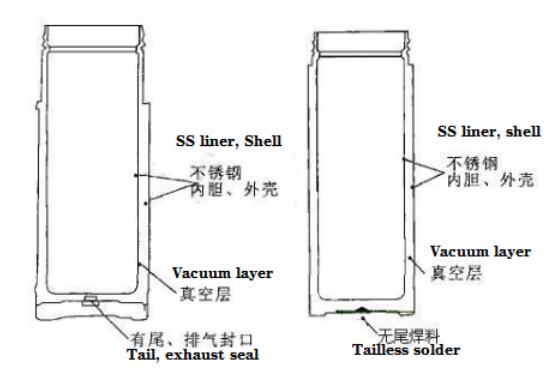
保温杯制造过程中的抽真空过程是至关重要的一步,因为本体双层之间的真空度高低直接决定这保温杯的质量。
一直以来,保温杯的真空生产工艺都采用有尾、排气封口。但近年来,一体式真空钎焊炉的无尾焊料钎焊逐渐取代了有尾、排气封口钎焊,真空钎焊具有诸多优点,真空钎焊炉可以具有操作方面,批量生产,工作真空度高,通过特定的钎焊工艺,焊口质量高,延长保温杯的寿命。


SIMUWU低温真空钎焊炉,保温杯钎焊的完美解决方案。
- 真空度高:配备三级大抽速真空泵系统,极限真空可达10-4Pa, 焊接工作真空可达2*10-3Pa。
- 大尺寸,多温区加热,具有良好的温度均匀性,可达±3℃.
- 全自动操作程序:采用西门子PLC及电控元件,设置温度曲线,真空炉可自动走完整个工艺,全称无需人员干涉。
- 双层水冷设计:炉体采用双层水冷套,冷却水在炉体内部循环,不间断地带走炉体表面温度的热量,保证,炉体表面温度在35C左右,保证操作员及工作环境的安全性。
- 真空玻璃焊料,保温杯钎焊的专用焊料,具有良好的熔接特性,保证保温杯钎焊的质量。
- 管装吸气剂:粘接在保温杯双层杯壁之间,可以有效的去除钎焊后期溢出的气体,保证杯壁的真空度。
真空保温杯真空钎焊的流程:
进料——室温升温至300C——保温15-30分钟(让真空炉内部的温度均匀性达到一个很好的状态)——继续升温至500C——保温—升温至焊料融点以上——一定时间的保温,让焊料充分的进行毛细作用以对保温杯的尾孔进行焊接——降温至200C——取料


(文章来源于网络,如不允许转载,请联系我司删除。)

